
王晓璐 卢臻
(安阳钢铁股份有限公司)
摘 要:介绍了安钢方圆坯炼钢计划实施的背景、方案设计、功能实现及系统应用后的效果。系统采用C#、ORACLE、PRO C等语言开发,通过对L2信息和MES信息的联合管理,实现了炼钢区各个设备的协同生产及一体化生产管理,为方圆坯连铸机的顺利生产奠定了基础。
关键词:MES;方圆坯;炼钢计划;连铸机
1 前言
随着全球经济持续低迷,国内经济增速减缓,钢铁行业出现大面积亏损。安钢为适应市场,调整产品结构,增加棒线材产品比例,实现产品多样化,投资建设了方圆坯连铸机生产线。该生产线于2012年7月投产,在原有配置的三座 150 t顶底复吹转炉、 三套LF钢包精炼炉、两套RH 真空处理装置、一台单流板坯连铸机(以下简称 1#机)、2台双流板坯连铸机(以下简称2#、3#机)及相应辅助设施,新建1台7流方圆坯连铸机(4#机),形成3炉4机的生产格局。而随着方圆坯连铸机投产运行,如何对包括方圆坯连铸机的炼钢计划进行最优化的管理就成了一个问题。为解决这一问题,经过半年的研制,成功开发出一套方圆坯炼钢计划管理系统,实现了与原有炉卷MES系统的无缝集成,以最优的生产计划为方圆坯连铸机的计划编制提供指导,既解决新建连铸机的炼钢计划管理问题,又实现炼钢区各工艺设备的协同生产。
2 工艺流程
在方圆坯炼钢计划系统中,炼钢各工序时间计算是炼钢计划排产的基础,连铸机生产时间计算又是炼钢各工序时间计算的重点,为此熟悉方圆坯连铸机的工艺流程才能更准确的计算连铸机生产时间。方圆连铸机工艺流程是从钢水到达铸机开始,到铸坯成品为止,根据实际生产需求可调整流数生产铸坯。在连铸机的参数中,拉速对连铸机生产时间计算影响最大[1]。另外连铸机各个小工序的执行时间以及小工序间的传搁时间也对连铸机生产时间计算有不同程度的影响。方圆坯连铸机工艺流程如图1所示。

图1 方圆坯连铸机工艺流程
3 系统设计目的
炼钢计划是对整个炼钢区作业设备的统一协调管理。新加方圆坯连铸机之后,需要方圆坯炼钢计划管理系统与原有系统整合,并统一协调好所有炼钢区设备的生产执行节奏。炼钢计划的管理主要体现在对炼钢作业中各个工序时间的安排和生产时刻的预计以达到合理编排炼钢计划。在此系统中,根据新建方圆坯连铸机的工艺流程情况,推算出符合方圆坯连铸机的作业时间,以达到方圆坯连铸机和原有炼钢区设备的合理高效协同生产。
4 系统设计
4.1 炼钢计划设计
系统延续炼钢炉卷MES系统的设计模式,实现该系统与炼钢炉卷MES系统的无缝连接。炼钢计划根据制定的生产命令,以炉为单位组织炼钢区域各主要工艺设备的协作生产,冶炼出符合订单要求的钢水和方圆坯;同时炼钢计划真实反映制造命令号在炼钢区的各个进程,动态刷新炉次制造命令状态(即计划状态)。
1)连铸预计划。针对整个连铸生产过程,连铸预计划功能包括炼钢厂生产单元(含连铸)的日、分、班生产作业计划的编制及下达。
2)出钢计划。按炼钢连铸预计划排定的浇注顺序,排定出炉次在炼钢各工序上的节点计划,保证计算出的炉次加工时间最短及同一工序各炉次之间时间不冲突。通过对现场设备运转情况和质量管理结果,必要时对出钢计划作调整。
3)管理范围。在炼钢和炉卷轧机MES新增4#连铸,实现连铸作业计划编制。功能包括炼钢作业区生产单元(含连铸)的日、分、班生产作业计划的编制和下达。
4)工艺路径。工艺路径主要分为两种:一种是铁水经过精炼炉冶炼;另一种是铁水不经过精炼炉冶炼。具体工艺路径如图2所示。

图2 工艺路径示意图
计划管理以物料(钢水)管理作为管理的基准。计划管理不仅要管理、跟踪每个物料单位,而且要管理该物料在生产过程中占用的设备(即工艺路径)和处理时间。整个计划管理的起始点为转炉装入,终点为连铸钢包浇注完成。管理过程是先设置连铸预计划,再排出钢计划,然后根据现场生产实绩,对转炉、精炼、连铸的生产情况进行监控、调整,实现关键工序的全过程管理。
4.2 外部接口设计
该系统需要对整个炼钢区域进行管理,需要与各个2级计算机系统进行通信交互,以达到各个炼钢区设备的协同作业。系统数据库为ORACLE数据库,外部接口采用DBLINK方式与炼钢各个工序L2(即2级计算机系统)、4#主机L2进行通信[2],主要包含4#铸机状态收集、命令下发、4#铸机状态转发等内容。外部接口如图3所示。
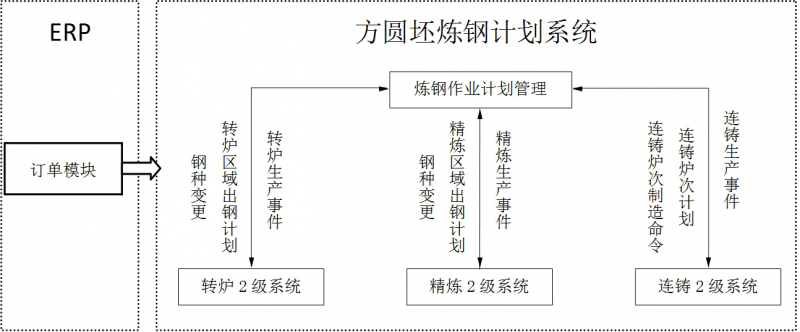
图3 外部接口示意图
5 功能实现
方圆坯炼钢计划主要实现对方圆坯炼钢计划的管理以及根据二级系统上传的生产实绩对炼钢计划的执行情况进行实时跟踪,最终实现对炼钢生产过程的有效管理。
5.1 炼钢计划管理
1)连铸作业计划管理。接收来自生产计划的4#连铸机的计划信息,然后根据该计划信息对4#连铸机日计划进行调整和确定。
2)制造命令管理。制造命令是生产管理部门向炼钢作业区下达的炼钢生产规格和连铸顺序的指令。数据包括制造命令号、钢种、内部钢种、精炼路径、浇注日期、铸坯尺寸等信息。炼钢、连铸生产中使用到的制造命令分为炉次制造命令和铸坯制造命令。
3)出钢计划编制管理。出钢计划编制管理由出钢计划编制模型完成。系统以静态表的形式记录人工输入的各工序工艺处理时间、物流在工序间的传搁时间等参数。根据连铸浇注预计划,通过出钢计划编制模型,计算出每炉次在炼钢各工序上的预定起止时刻,并确保计算每炉次的加工时间最短、各炉次之间在同一工序上时间不冲突等。
4)出钢计划调整管理。生产过程中发生计划删除、次序调整、工位调整、精炼路径调整、内容调整、钢水返送时,重新启动出钢计划模型,计算炼钢计划时刻表。
5)出钢计划发送管理。出钢计划编制和调整后,将出钢计划下达到4#连铸L2系统。收集各L2系统返还的出钢计划应答信息,以画面的形式展示给计划员,计划员能方便地了解各计算机接收计划的情况。
6)生产跟踪管理。接收炼钢区各设备的生产事件信号,掌握整个炼钢作业区的生产运转情况,跟踪物流的走向,监视整个炼钢作业区主要工序生产情况的图示画面。主要工序包括铁水预处理、转炉、VD、LF、连铸。
7)钢种变更管理。钢种变更分转炉区域和各精炼区域的变更。钢种变更后,先前工序的实绩全部替换为新的制造命令,并可追溯原制造命令及原内部钢种,后续工序按新制造命令生产,精炼路径沿用原计划的路径。钢种变更的信息向转炉L2、精炼L2、连铸L2计算机系统传送。
8)炉次确定管理。炉次确定表示该炉次(不包括铸坯)的生产在炼钢作业区已完毕。炉次确定操作是以制造命令为单位进行的。
5.2 与MES集成应用
利用炉卷MES的订单及生产计划模块,在生成炼钢计划前根据ERP系统下发的销售订单通过销产转化生成MES的内部可识别的生产计划下发给炼钢计划系统。然后通过接受的生产计划编制炼钢计划,整合板坯炼钢计划和方圆坯的炼钢计划生成炼钢区所有工序的炼钢时刻表,实现二炼轧炼钢区转炉、精炼、3个板坯连铸以及4#方圆坯连铸计划的联合编制并根据生产的实际情况进行计划调整。保证方圆坯炼钢计划系统能执行炉卷MES的生产计划并将生产过程反馈给炉卷MES,实现两个系统的集成应用。
6 实施效果
该系统于2012年7月正式投入使用,上线以来运行良好,达到了预期效果:
1)系统操作方面,人机界面友好,方便灵活调整炼钢计划,适应不同的炼钢生产情况。
2)给炼钢计划的编制提供指导,实现了二炼轧厂炼钢区各个设备的协同生产,该系统以最优的生产计划编排,最合理地利用了炼钢生产设备,减轻操作人员工作量,缩短了工作周期,提高了生产效率。
3)实现不同流可下达不同规格要求的炼钢计划,支持方圆坯连铸机同时多规格生产,满足了多样的生产模式。
4)通过与L2系统的交互通信,实时下发给L2炼钢生产的计划内容并接收L2反馈的实绩信息,能真实反映出现场生产的实际情况,保证了数据的准确性、一致性和及时性。
5)对4#铸机的生产过程进行管控,同时通过接收L2各设备的状态信息并将信息显示,为生产组织提供了有效的分析依据。
6)实现了扁平化管理模式,使系统柔性提高,能够适应多变的市场,实现敏捷生产与一体化生产管理的要求。
7 结语
方圆坯炼钢计划系统的成功上线,解决了新建4#连铸机的炼钢计划管理、原有炼钢设备和新建设备协同生产等问题。系统通过对L2信息和MES信息的联合管理,保证了生产的顺利进行,实现了二炼轧新建4#铸机管理的平稳过渡,为方圆坯连铸机的顺利生产奠定了基础。系统将新设备的管理融入到了MES系统管理中,是信息化建设的一部分,也为以后新建设备的管理有着很好的示范作用和推广价值。
参考文献
[1] 蔡开科,程士富.连续铸钢原理与工艺[M].北京:冶金工业出版社,1994:175-200.
[2] Kevin Loney. Oracle Database 10 g 完全参考手册.北京:清华大学出版社,2006:381-391.