
王 辉
(河钢股份有限公司承德分公司、河北省钒钛工程技术研究中心)
摘 要: 在带钢后处理的不锈钢、连退、镀锌等工序中,加热炉对板材质量起到非常重要的作用,在结构上主要分为卧式加热炉和立式加热炉,根据炉子的形式,有很多种控制思想,一直致力于最优化控制,近年来煤气和电辐射混合分段加热技术日趋成熟,本文概述了承钢镀锌机组简单介绍,重点说明卧室加热炉的设备组成和结构,分段加热控制技术的特点,以及控制系统的介绍。
关键词:镀锌;卧式加热炉;燃烧控制;煤气和电辐射混合分段加热
1 承钢镀锌机组工艺和设备组成
1)镀锌分为热镀锌和冷镀锌,根据材料的基板,一种是热轧基板,一种是冷轧基板, 热轧镀锌板是以热板为基板经过酸洗后直接镀锌,冷镀锌板就是经过冷轧工序后镀锌板.冷轧镀锌板相对于与热镀锌板优势在于表面、机械强度要好,相对介个较高,热基镀锌少了冷轧这道工序而有着明显的价格优势,在建筑、汽车制造、铁路客车制造、高速公路护栏板等行业广泛应用,承钢连续镀锌机组年处理能力410(热)\300(冷)吨。
带钢厚度:0.5 - 6.0毫米
带钢宽度:900 – 1630 毫米。
该条机组具有宽泛的规格范围、高产能、高质量、处理钢种多样等特点,主要工艺流程:

2)该条机组生产设备分为三个段即入口段、工艺段、出口段,其中,对与关键的设备生产设备流程:
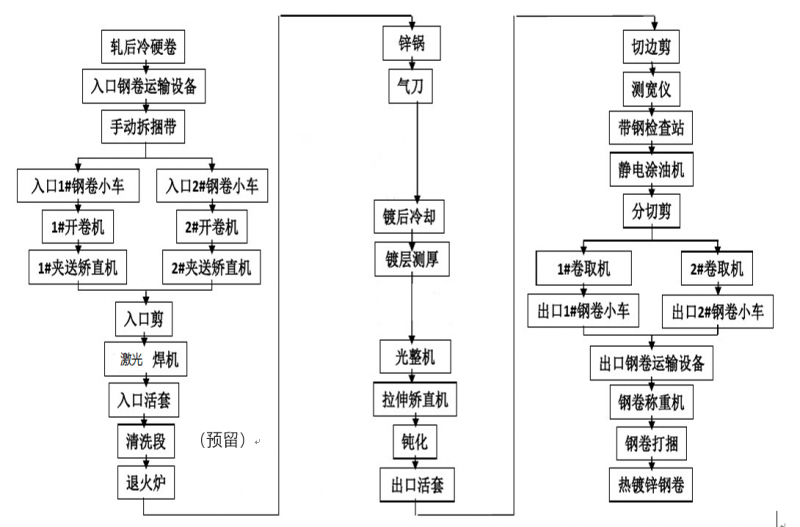 |
主要设备功能简述:
入口钢卷运输设备:将带钢板材运输至开卷机。
开卷机:将上料圈开卷。
矫直机:打开钢卷的第一圈并将其带钢头部喂入机组,带头矫直功能。
激光焊机:将上一卷和下一卷首尾焊接,实现连续镀锌。
入口活套: 入口活套车将用来储存足够的带钢来保证入口钢卷焊接、切换停机时候工艺段以恒定的速度运行。
退火炉:镀锌机组主要也是关键设备,作用是是可以在清洁带钢的同时退火到给定的温度,这样能够获得较好的锌附着层。
锌锅:将锌锭熔化,带钢表面挂锌液.
气刀: 将多余的镀液去除,较准确地控制镀锌量,主要靠压缩后的气体通过气刀缝隙之后,能形成像刀一样的气流,对钢带表面从锌锅内带出来的锌液有剥离作用,控制锌层.
光整、拉矫机:带钢表面平整,改善带钢性能,
出口活套: 出口口活套车将用来储存足够的带钢来保证出口钢卷卷取、停机时候工艺段以恒定的速度运行。
涂油机:带钢表面涂油,增加防腐性能。
2 镀锌机组的退火炉介绍
1)本条镀锌机组采用的是 FIVES STEIN公司的数字化卧式加热炉,该卧室炉的尺寸为:
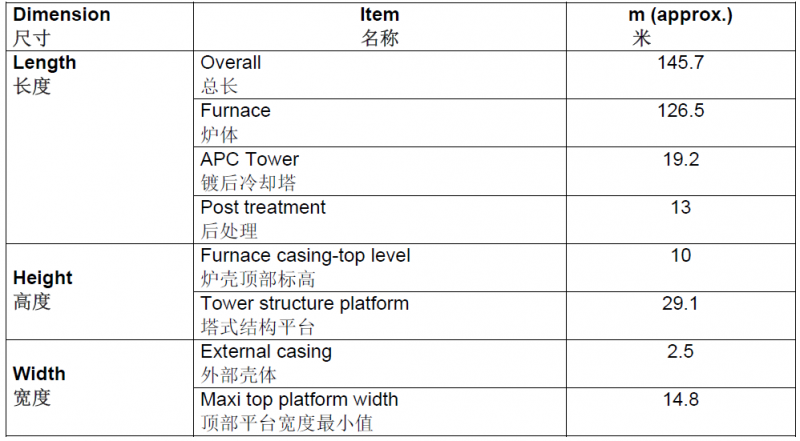
具有以下特点:
◆ 法孚斯坦因卧室退火炉将脱脂(润滑油和铁粉末)和退火结合在一起,节约投资。
◆ 采用最新的无氧化工艺技术,能够以较低的生产和维护成本获得较高的产品质量。
◆提供的热工周期满足镀锌机组的需要:达到设定温度-保持最少10S退火时间-快速冷却。
◆ 使用先进的煤气和电辐射混合分段加热控制技术,节能环保更具有优势。
2)退火炉的分段介绍:
 |
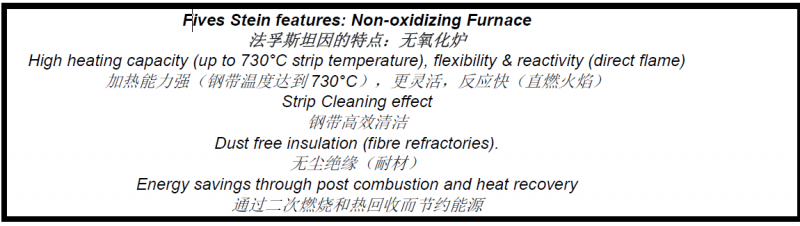
NOF段:法孚斯坦因供应的无氧化炉技术,无氧化炉是安装在入口密封和无氧化炉出口密封之间的膛室。主要的特征:在直燃型还原性烧嘴上使用最佳可用技术通过炉子自动化系统控制带钢的加热,它能保证带钢在NOF 中处于无氧化性工况同时避免带钢被加热到极限温度。
 |
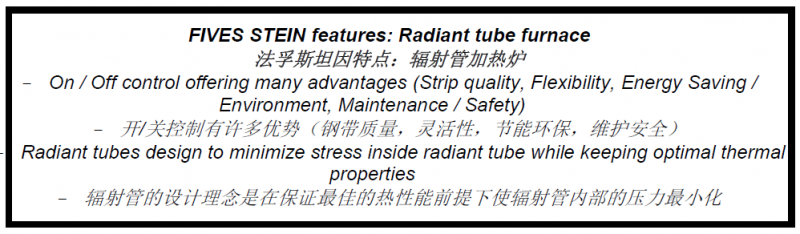
RTF段:辐射管加热段,配有U 型辐射管和带高效换热器的烧嘴,通过调整空气和燃料喷射器,能够在任何燃烧速度下稳定操作以及沿着辐射管方向上温度分布均匀,能精确控制空气/燃气比来保护辐射管。脉冲燃烧控制是基于“开/关”原理,其优势是:低燃耗、低排放、低安装功率。
 |
ESF段:在热处理中均热是非常重要的一环。改善钢材的压延性的同时降低加热温度,在均热炉炉膛中,带钢没有升温,仅仅是保持恒温,装机功率低,仅仅用来补偿热量的损失。
JCS段:对于冷却段,采用了我们独有的喷射冷却器。它们能确保在带有高冷却速率喷射冷却器的镀锌线上生产的新钢种成品。在进入涂层锅前,钢带在横向上温度均匀分布。
 |
HBS段:出口段,能提高尤其是超薄带钢的产品质量,在炉子出口段安装了一个热张力辊,依靠这个张力辊,我们能使带钢在涂层/镀后冷却段与热处理炉里有不同的张力,可以避免任何塑性形变,同时在涂料/镀后冷却段带钢张力较大,可以减少带钢在喷射、吹扫和冷却过程中的振动。
3 煤气和电辐射混合分段加热控制的实现
3.1 NOF段加热控制
NOF结构如下图,沿着带钢方向,1个预热区、3个煤气加热区域、废气排放回路组成,结构图如下:
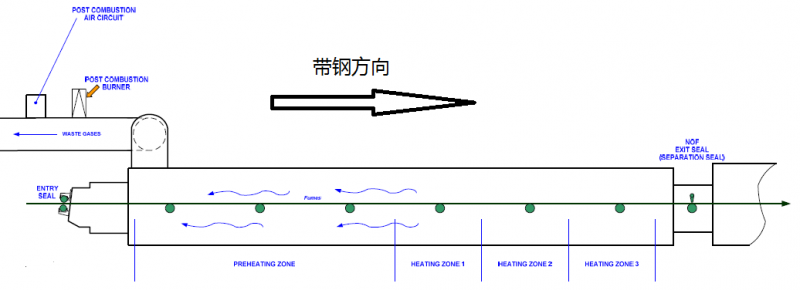 |
预热区:由烟气对流和辐射来预热带钢的预热室,这个预热室无烧嘴。
加热区:明火加热室配置着用热空气燃烧的烧嘴,烧嘴布置在加热区。
废气排放回路:是将明火烧嘴产生的烟气疏导到烟囱的部分。
助燃空气回路:到无氧化炉烧嘴的常温助燃空气是依靠一台变速风机的运行来提供的,风机的正常运行是依靠安装在风机出口后的压力开关来校对的。助燃空气保持恒定的压力是依靠风机出口挡板上的压力变送器来实现的,在换热器后,通过无氧化段加热区分配回路上的挡板阀来控制热风的温度以保持恒定。
废气排放回路:废气是由无氧化炉加热区内的烧嘴产生的,废气收集起来后通过排风机传送到管道。废气管道有一个控制挡板阀使炉内压力保持恒定。挡板阀安在换热器后面,通过预热段炉内压力的计算由气动气缸带动工作。排放管道同样带有过热保护的热电偶,来测量废气温度,废气温度由稀释风阀门制。
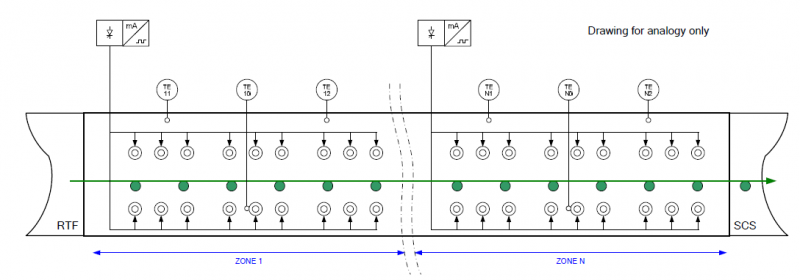
3.2 RTF辐射管加热段
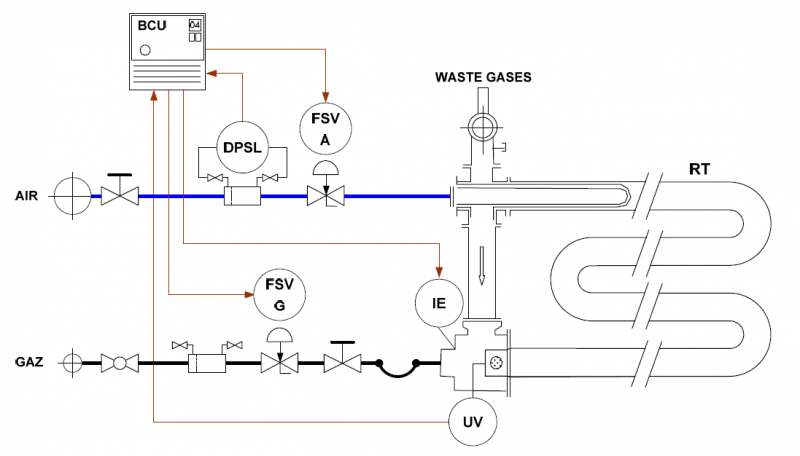
辐射管加热炉的设计目的是根据加热需求加热带钢。加热是在干燥保护气氛的条件下,保护气氛由氮气和氢气组成,带钢的支撑和传送是由辊子来实现的。辐射管炉膛配备有成对的煤气燃烧的辐射管。也包括空气回路、煤气回路、废气回路。结构图如下:
 |
◆ 开关脉冲控制模式
开关控制脉冲点火优势:
-较高的控制灵活性
-降低空气过剩
-空气过剩不依赖额定功率
-改善燃烧效率
-低能耗
-易维护
-高调节比
加热需求是从带钢温度控制器(或从辐射管温度控制器)转换到每个区的开始加热需求时间,循环时间为60秒及90%加热能力需求,在90%的循环时间里,也就是54 秒,相应区的烧嘴将会设置为开,然后他们将会被设定持续6 秒为关。
◆ 每个烧嘴包括:
本地点火及控制箱、点火变压器每个烧嘴(固定在本地控制箱内)、点火电极、火焰检测、空气流量检测、空煤气开关阀。烧嘴点火时序将会由炉子PLC 发出的开命令到就地的烧嘴控制器,烧嘴控制器时序将会自动启动。点火时序将全部由点火控制执行,一个循环周期内,允许最多3 次尝试点火操作,当3 次尝试点火失败后,烧嘴控制器将会自动设定为安全锁定位。结构图如下:
 |
3.3 ESF均热段加热控制
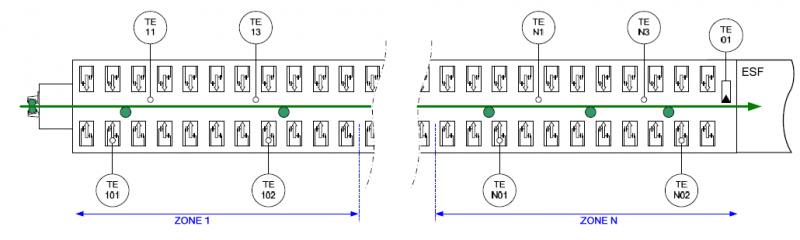
电辐射管炉是一个多区加热室,电辐射管安装在炉膛内用于加热。在一个区内的加热元件被连接在一起,采用星型连接方式,由可控硅供电单元供电,用于一个区由区温测量是由一只热电偶完成。结构图如下:
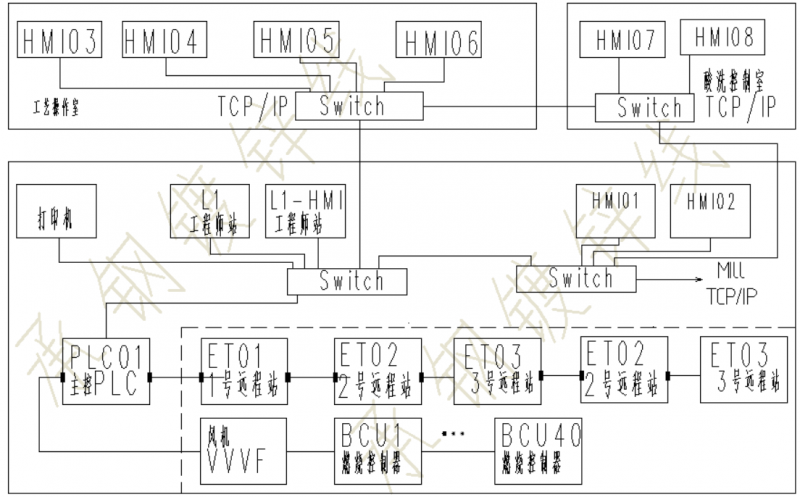
4 L1级控制系统
控制系统为西门子PCS7,提供一台CPU为416F,采用数字模块化编程,友好人机界面安全性、可靠性强,完成整个退火炉的加热控制,采用分散式ET200站,通过可靠稳定的PROFINET连接,系统配置如下:
 |
5 结束语
加热炉自投用以来,自动加热控制系统运行稳定,维护量低,减少了劳动率,由于优化的结构设计和先进的煤气和电辐射混合分段加热技术,不仅能满足镀锌工艺的加热要求,而且采用高温废气预热,做到有效节能将耗,另外,在该系统凡是需要修改的参数都可以在上位机或者监控站上直接输入,操作起来非常方便。