
王红彦
(河钢集团邯钢公司自动化部)
摘 要:根据工艺要求开发烧结烟气循环自动控制系统程序,实现烧结循环烟气的主要参数控制、增压风机的启停以及气力输灰系统的自动控制要求。
关键词:控制系统;自动调节;功能模块;程序
1 前言
邯钢西区2#烧结烟气循环利用项目是国家重点研发计划项目“钢铁行业烟气多污染物全过程控制耦合关键技术”子课题“高温烟气循环分级净化及余热利用技术及示范”的示范工程,属国内首创。该项技术是根据烧结风箱或风箱段内烟气特征(温度、含氧量、烟气量、污染物浓度等)的差异,在不影响烧结矿质量和产量前提下,选择特定风箱段烟气循环回烧结台车表面,用于热风点火、热风烧结。循环烟气由烧结机风箱引出,经除尘系统、循环主抽风机、烟气混合器后通过密封罩,引入烧结料层,重新参与烧结过程。循环烟气与烧结料层,经过一系列复杂的热质传递与化学反应过程,包括高温循环烟气与烧结料层的热交换、CO的二次燃烧放热、二噁英的高温分解以及NOx的催化还原,使污染物排放总量降低的同时,烟气余热全部供给混合料进行热风烧结,降低烧结固体燃料消耗,改善表层烧结矿质量,提高烧结矿料层温度均匀性和破碎强度等理化指标,实现节能、减排、提高多功能耦合。烧结烟气循环项目包括除尘系统、烟道系统、密封热风罩系统、电气仪控及监测系统。
2 技术方案
本文介绍的是烧结烟气循环自动控制系统的开发。为确保项目的如期实施和安全投运,根据烧结烟气循环工艺要求,经过认真的分析和论证之后,自动控制系统提出如下编程总体思路:
2.1建立标准化功能模块,对同类型控制设备进行快速功能块的调用和处理。
2.2对增压风机研究一键式流程自动启动、自动停止控制模式,并对增压风机编制报警首出程序,出现故障及时给出停机原因。
2.3对循环风箱选择投运或退出时实现一键自动操作,并对已经投入使用的风箱旁路阀和入口阀编制定时开关程序,避免旁路阀门被积灰卡料不能动作。
2.4烟气循环系统重要工艺控制参数实现实现自动调节。
2.5编制双层卸灰阀循环定时卸灰程序,卸灰时间和间隔时间可调整。
2.6编制气力输灰自动控制程序,每套装置根据时序自动循环,每个时序包括进料阶段,进气阶段,输送阶段,堵管处理,吹扫阶段,等待阶段。
2.7监控画面简洁明了、易于操作;各种工艺参数设置(包括时间设定参数、报警设定参数、联锁设定参数)可以在画面进行设定;具有重要工艺参数报警、趋势记录、报表记录等功能。
3 自动控制系统的实施
3.1 建立标准化功能模块,对同类型控制设备实现快速功能块的调用和处理。
采用面向对象编程思想,模块化编程,创建标准化功能块,通过建立同类对象的控制功能块FB块,写入某一类对象的详细信息并编写接口参数,如集中、过负荷、开到位、关到位、开输出、关输出等设备参数。本项目中编制了旁路阀、双层阀等开关量设备的FB功能块以及针对模拟量AI信号的线性、非线性、热电阻等类型的信号转换FB模块、然后分别嵌入到系统逻辑控制中,实现快速编程、快速查找,以及统一化管理功能块。
3.2 增压风机控制模式的制定及实施
增压风机有2种控制方式,一种是变频器控制,一种是软启动器控制。正常情况下使用变频器通过变频调速调节循环烟气压力,当变频器出现故障时使用软启动器控制增压风机工频运行,通过主烟道阀门开度控制烟气压力。根据工艺要求,研究开发增压风机一键式流程自动启动、自动停止控制模式,并对增压风机编制风机启机条件报警程序和风机联锁跳闸首出程序,便于操作人员在启动风机或者风机故障停机时及时发现风机启动时不具备的条件和风机故障跳闸时出现的停机原因。风机开机前就绪条件:冷却水系统运行,稀油站无重故障,变频器或软起就绪;风机仪表系统温度、振动正常。风机联锁跳闸条件包括变频器电气故障、风机定子温度小于145度、轴承温度小于80度、轴承振动小于7.1、主抽风机运行联锁等信号。
3.3 烧结循环风箱阀门操作模式
烧结烟气循环系统通过对烧结机大烟道进行局部改造,在第4,5,6,20,21,22,23,24号风箱连接东西烟道的管道上添加阀门,可以关闭烟气到主抽风机系统的通路,添加烟气循环管道,通过风机经过除尘把烟气引入到在第7-19号风箱位置处的烧结机上方安装的烟罩内,实现烧结机尾部大烟道高温烟气余热的有效回收。每个风箱包括3个旁路阀和1个入口阀,当某个烟道的烟气需要投运时,其中2个连接大烟道的旁通阀需要关闭操作,入口阀和另一个旁通阀需要打开操作。为了便于操作人员操作,对循环风箱选择投运或退出时实现一键自动操作,点击“阀门组开”或者“阀门组关”,各风箱所属阀门自动打开或者关闭,这样也防止了操作人员的误操作现象的发生。风箱阀门组操作画面如下图:
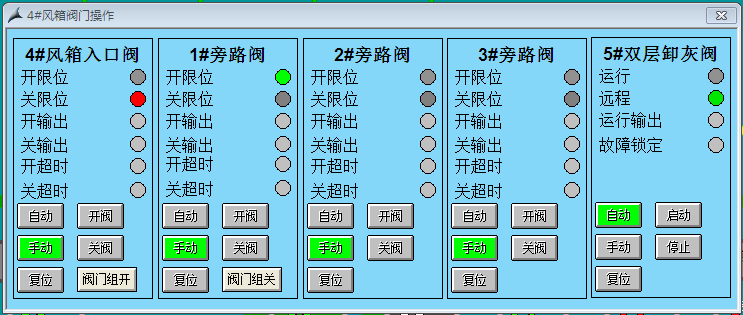
项目投入使用后发现风箱上连接大烟道的2个旁路阀长时间关闭,烟气中的颗粒物长期
积存导致阀门无法打开。完善程序,对已经投入使用的风箱旁路阀和入口阀编制定时开关程序,每个风箱间隔2.5——10分钟自动对已经投入使用的风箱执行退出操作,延时2分钟后再自动投入运行。画面设定循环时间间隔和延时时间,根据灰量在画面上调整时间,这样避免旁路阀门被积灰卡料不能动作。
3.4 烟气循环系统重要工艺控制参数实现自动调节
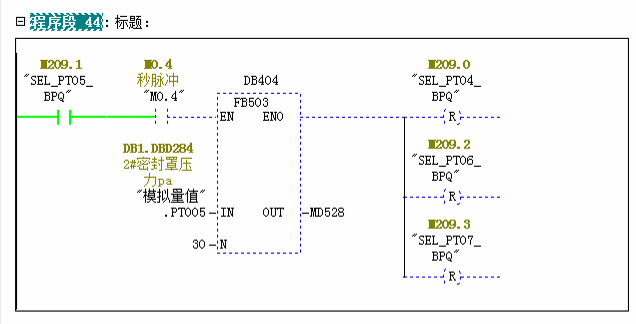
密封罩压力是烟气循环系统系统中的一项重要控制参数,该参数设定值要求控制在-50Pa,密封罩压力值过高会导致密封罩烟气外泄,影响环保并导致人员一氧化碳中毒;过低会导致旁路阀附近负压压力大于主烟道负压压力,影响烧结主抽风机的控制。本项目中按照密封罩位置设置4个压力检测点,操作人员可以选择以任一个压力点作为被调参数,通过PID调节控制增压风机转速。在实践的过程中发现密封罩压力由于是微负压,控制范围较小,测量压力波动大,使得PID输出波动大,程序中增加了密封罩压力连续采样30秒平均值作为PID测量值参数,再通过整定PID相关参数,使得密封罩压力控制是现自动调节。下图FB503功能块是平均值计算块,按照“先进先出”原则计算出最后30秒的压力平均值输出到MD528中。其中EN是使能参数,IN是采样输入参数,N是计算次数,OUT是采样平均值输出。
为防止烟气温度过高损坏风机,画面中设置烟气温度的高限,高高限参数,循环烟气温度达到高高限时自动打开风机入口冷风阀,烟气温度降到高限值时关闭冷风阀。
密封罩内含氧量过低会导致烧结机台车上的烧结矿氧化反应降低,影响烧结矿质量,在密封罩内设置4个氧分析仪监测密封罩内氧气含量,画面中设置每个氧含量参数的下限,下下限,当氧含量下降到下下限值时自动打开对应的密封罩冷风阀,氧含量回升到下限值时关闭冷风阀。
3.5 烟道上的双层卸灰阀控制程序
双层卸灰阀有手动和自动两种操作方式。手动方式时,作为测试阀门使用,自动方式时,与其下料到相应皮带机具有联锁功能,皮带机启动,阀门才能运行,皮带机停止,双层卸灰阀联锁停止。另外根据工艺要求,编制双层卸灰阀循环定时卸灰程序,程序中设置1个时间定时器作为卸灰阀间隔时间,定时器预设值在画面可以设置;再设置1个计数器对定时器进行计数,根据计数器数值的不同控制13个卸灰阀的启动时间,计数器大于13,将计数器赋值为1,重新开始计数,这就实现双层卸灰阀的循环定时卸灰。画面上点击“双层阀启动”按钮,13个双层卸灰阀全部设置到“自动”模式,然后依据一定的时间间隔(时间间隔画面中可以设置),依次循环卸灰。点击”双层阀停止”按钮,终止循环卸灰。
3.6 编制气力输灰自动控制程序
本项目气力输灰系统由4套仓泵组成,输灰系统分为手动和自动模式。自动模式下,每套装置根据时序自动循环输灰,一个时序包括进料阶段,进气阶段,输送阶段,堵管处理,吹扫阶段,等待阶段。
手动模式下,每套装置的仓壁振动器,进料阀,排料阀,一次进气阀,二次进气阀,排气阀,在点击后有相应的操作画面,直接点击开阀按钮或者关阀按钮,阀门进行开关动作,阀门有开超时或关超时的情况下,通过点击复位按钮,清除超时故障后,阀门才能动作。
3.7 操作监控画面
本项目共设置3个工艺监控画面:烟气循环监控画面、风机监控画面、气力输灰监控画面,在每个工艺监控画面中设置可以弹出的的参数画面,进行参数设置。另外设置报警信息、趋势记录、报表等功能画面。
4 应用效果
邯钢西区2#烧结烟气循环项目于2019年12月成功实施,在保证烧结机正常运行的情况下,循环风机的启停、旁路阀和双层卸灰阀的循环启动以及气力输灰系统完全满足工艺的自动控制操作要求,各设备的运行状态能够正常显示并控制,各仪表数据显示正常。密封罩烟气的压力经过PID调节控制增压风机转速,保证了密封罩烟气的压力微负压状态稳定。投运后经过3个月不断优化控制程序,磨合设备状态,逐步使得烟气循环系统的烟气循环流量稳定在20万M3/h以上,烟气循环温度在230℃以上,烧结机混匀料上料量由600吨/h提高到650吨/h,达到了增产降耗,节能环保的效果。
5 结语
邯钢西区2#烧结烟气循环利用技术路线的成功实施将为钢铁行业提供新的污染物超低排放技术路径,为京津冀重点区域打赢蓝天保卫战提供更加有力的技术支撑,也将为我国钢铁行业实现绿色发展、智造绿色提供“河钢样板”。