
母学东
(陕西龙门钢铁有限责任公司炼铁厂)
摘要:本文论述了高炉顶压在异常情况下,对控制系统优化后取得效果的评估。控制系统从软硬件上均进行了针对性改进,提高了系统的可靠性,达到了预期目的。
关键词:顶压失控;事故扩大;电网波动;限流电抗器
1 前言
在高炉控制参数中,炉顶压力是非常重要的参数之一,高炉冶炼生产中要求炉顶压力必须稳定。高精度顶压稳定控制在±3kPa左右,可提高炉顶压力的调节品质,强化高炉冶炼,达到节能、降噪、高产的目的。高炉顶压不稳定,会影响炉况顺行,降低产量或影响产品质量,严重时可导致炉况失常,各种介质(煤气、蒸汽、氧气、氮气)输送管道结构强度薄弱的地方被吹开损坏、产生移位,气密箱煤气窜入,炉顶设备密封损坏,大量煤气泄露,风机喘振、TRT发电机组解列或高炉紧急休风抢修等重大设备事故的产生。
2 TRT的概况、提高冶炼效率的原理
2.1TRT是英文“Blast Furnace Gas Top Pressure Recovery Turbine Unit”的缩写,是指高炉煤气余压回收透平发电装置。高炉煤气余压发电装置是一种通过旋转叶轮上的叶片与流体之间的相互作用,实现机械与流体能量之间的相互转变的机械。TRT是利用高炉炉顶的余压,把煤气导入透平机膨胀做功,驱动发电机发电的能量回收装置。
2.2 特点:
不消耗任何燃料,不改变原煤气品质;无污染无公害的最经济设备;替代减压阀组调节稳定炉顶压力。
2.3 优点:
2.3.1节能:投产前高炉煤气须经比肖夫除尘系统或减压阀组减压,该能量白白浪费。安装TRT装置后,该能量被用来驱动透平机运转发电。回收了原来在比肖夫除尘系统或减压阀组上损失的全部能量。经统计可回收高炉鼓风机所需能量的30-50%左右。这对解决目前钢铁企业电力不足,提高能源综合利用,降低炼铁成本具有重要意义。
2.3.2提高顶压控制水平:TRT运转后,顶压调节采用计算机自动控制TRT可调静叶调节。使高炉炉顶压力更加稳定,为高炉稳产高产创造有利条件。
2.3.3提高煤气质量:TRT装置可进一步降低煤气的含尘量,降低煤气中的机械水含量,减少污染。该机组运行可靠、稳定,较好地调节了高炉顶压,成功地回收高炉煤气余压,可取得显著的经济效益。
2.3.4减小噪声污染:TRT代替了减压阀组,消除了减压阀组动作时产生的巨大噪声污染,改善了钢铁公司高炉区域的工作环境。
2.4TRT系统提高高炉冶炼效率的工作原理:TRT系统集成了STPC软件包专利技术的高精度顶压智能稳定装置。当顶压高精度稳定控制时,在高炉顺行时还可以实现高压操作,从而提高高炉的冶炼效率。高炉鼓风机实行定流量送风,因此增高顶压值就意味着增大质量流量,也就是增加了单位时间送入高炉的氧气量,提高了高炉冶炼强度。同时,增高了顶压可提高炉温,加快氧化还原反应速度,从而降低了高炉入炉焦比。
3 现状分析
目前龙钢的5座高炉,正常时顶压均由TRT控制系统来调节。调压阀组采用一组电动(或液压驱动)调节蝶阀,作为非正常工况下的短时使用。
TRT通过自动调节静叶开度来调节顶压,控制原理采用的是传统的PID控制方式。自动控制系统采用的是高可靠性的西门子S7-400H 冗余PLC,达到了通讯、电源、CPU的冗余热备,具备很高的可靠性和适用性,平均无故障运行时间充分满足要求。
TRT接收来自高炉控制系统的顶压设定值和实际值标准仪表信号,通过PID运算,以增量方式输出静叶角度的实际控制值,取得了良好的控制精度,偏差可以控制在±3kPa以内,能满足高炉工艺的实际需求和高温高压煤气的综合利用。下图1是龙钢某高炉的顶压实时曲线。(红线为设定值,白线为实际值)
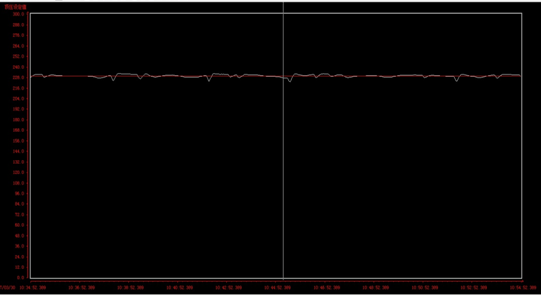
图1:龙钢某高炉顶压实时曲线
TRT调压工艺流程示意图:
3.1 TRT管道阀门连接结构图
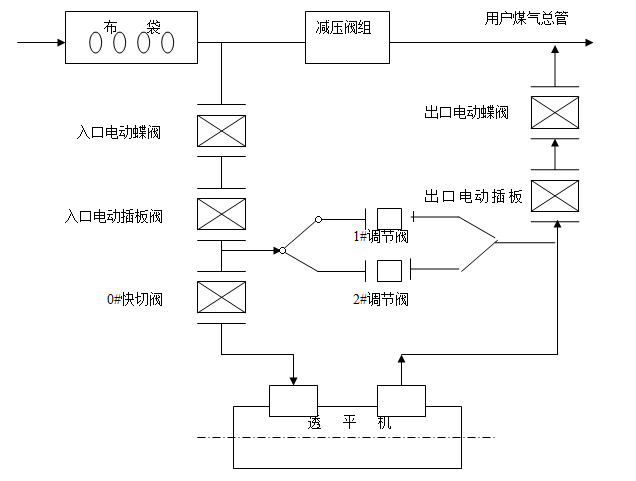
图2:TRT调压工艺流程
3.2动作流程:减压阀组自动及手动控制权限在高炉主控室,入口电动插板阀,出口电动插板阀供TRT检修使用。1#、2#调节阀作为旁通阀,自动手动控制权限在TRT主控室,与减压阀组、透平机静叶具有相同的稳定高炉顶压的作用。TRT起机并网前,需征得高炉主控室同意,关闭透平机静叶及1#、2#调节阀,其次打开入口出口电动蝶阀、0#快切阀,然后调节透平机静叶升速并网。再通知高炉主控室依次关闭减压阀组,由透平机静叶调节控制高炉顶压稳定。若TRT设置的任何保护之一动作停机,0#快切阀关闭,发电机脱离电网,1#、2#调节阀自动投入稳定高炉顶压,然后再把权限交给高炉主控室,通过减阀组二度来调节稳定高炉顶压。
4 存在问题及解决措施
高炉顶压的连续稳定可调,在现有的控制系统中均能实现。但一个可靠的控制系统还应能在异常突发情况下具有良好的响应,能抑制事态向恶性发展,将危害降低到最小,这也是每个控制系统在设计和后期运行时应该关注的地方。龙钢公司高炉在生产过程中,也曾发生过由于各种原因造成顶压突然升高的现象。幅度较小时,TRT系统能够积极响应。但在由于各种原因引起的顶压大幅升高时(大于3KP),TRT机组由于保护机制会自动退出,由旁通阀来实施短时自动调节。理论上确实应该如此,但实际上部分设备由于长期处于备用或待机状态,其动作可靠性不能及时掌握,曾造成了高炉憋压,煤气管道移位的险肇事故。另外由于TRT发电机组解列后造成的直接经济损失也是非常巨大的。
单靠操作人员时刻监测工况的变化,并不能有效解决存在的问题。“人防不如技防”,针对这些实际存在的问题,组织电仪及自动化专业技术人员,对顶压控制可靠性进行了专门的讨论研究,提出了一系列改进措施,也收到了良好的效果,具体有以下几方面。
4.1 信号采集回路改进
存在问题:高炉上升管处安装了两台用来测量顶压的压力变送器,其中仅一台变送器信号参与顶压调节。当该台变送器故障、取压管堵塞或控制电缆线路故障时,造成检测值非正常降低或回零,此时TRT静叶会自动调节以维持某个既定的顶压设定值。而此时的实际顶压肯定会向更高的方向发展,顶压控制无疑会失控,存在明显的安全隐患。
改进方案:将原来的单回路信号传输改为两路信号传输,并都送入高炉侧PLC系统中,手动选取其中的一个或自动选取示值高的一个为顶压测量值。在高炉PLC系统将被选择的顶压实际值一分为二,从两个模块分别送出到TRT主控室,主控室同时接收这两个信号,也自动选择一个示值较高的压力值作为顶压的过程值来参与自动调节,即PID调节中的PV值。这个好处是信号和传输均实现了硬件冗余。自动选取示值较高的过程值,一定程度上避免了高炉由于信号采集缺陷引起的憋压。
4.2 信号量程的差异化处理
高炉PLC对采集到的顶压信号量程进行差异化处理,如两台压力变送器的量程均为0-600kPa,在程序中人为可将其中一台设为0-602kPa等,使得两台变送器的示值略有偏差,方便自动选取一个高值,而无需在两个实时数据之间频繁切换。保证了控制回路中电器元器件的使用寿命,同时仪表量程的微小偏差不会导致顶压的控制效果变差。
经过以上两个改进,在示值为自动选择方式时,维修人员周期性对任意一台变送器进行排污、疏通,甚至断电更换元器件,均可在线进行,系统会自动切换,而不会对顶压控制产生任何影响,实现了关键设备可周期维护、保养的目标,保证了在线设备的正常运转率,方便了维护。信号通过两路控制电缆送给TRT主控室,如果任意一根控制电缆或变送器故障,系统也会自动切换为正常的一路,同时岗位监护人员在监控画面上能够看到其中的一个信号处于明显的不正常状态,并迅速通知维修人员及时进行恢复。若条件允许,可将信号传输控制电缆更换为光缆传输,增强了抗挤压、抗拉、抗绝缘老化的性能,系统的可靠性得到了进一步的提高。
4.3 优化控制逻辑
采用多重措施保证高炉系统和管网不发生重大险肇事件。考虑到TRT故障或设备工艺原因,顶压不能得到有效及时的控制,导致压力大幅提高,造成高炉憋压。在程序中通过TRT重故障信号或顶压过高信号来自动控制减压阀组管道阀门打开到设定角度(该值可以在工长电脑上修改,并做了权限设置和上下限幅,以防出现数据输入错误),此功能在操作画面上设有投入/切除按钮,顶压过高设定值及减压阀开度均可在画面设定,有助于高炉操作人员根据具体情况采取合适的控制参数。下图3为基本控制流程
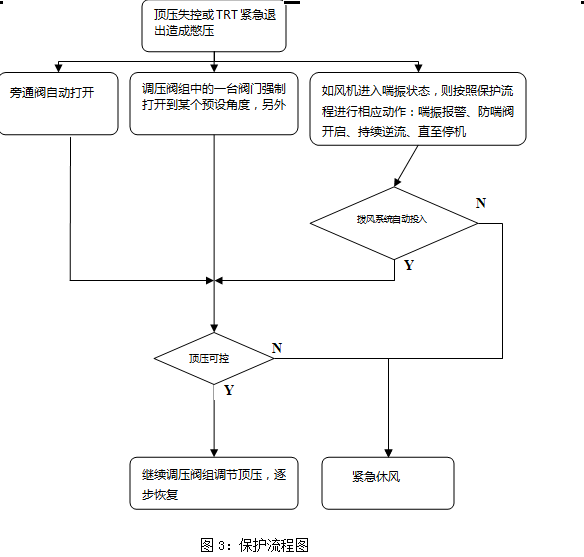
整个设备流程动作均由控制系统自动完成,无需人工干预。
从物、机、人,也就是自动化设备冗余控制、仪表设备对比监控、高炉异常情况下人为误操作规避三个方面着手,安全、直观、有效控制了系统的可靠性运行,达到防憋压的目的。
4.4 TRT发电机组一次回路增加限流电抗器
4.4.1限流电抗器的工作原理:限流电抗器实际上是一个空心无导磁材料铁心的线圈,直流电阻很小,感抗较大。可以根据需要布置为垂直、水平、品字形三种装配形式。通常串接在两个电源或电源与用电器之间,当两个电源压差突然增大或用户电气设备、线路短路时,电抗器上压降突然增大,利用其电感特性,限制了故障电流,增大了线路阻抗,把线路电压维持在一定的水平。限制系统的短路电流,就保证了高压综合保护装置不误动作,不会因为局部故障而影响整个系统的平稳运行。
4.4.2限流电抗器在供配电系统中的作用:限流电抗器主要作用是当电力系统发生短路故障时,利用其电感特性,限制系统的短路电流,降低短路电流对系统的冲击,同时降低断路器选择的额定开断容量,节省投资费用,同时提高系统的残压。具体到TRT发电机组应用方面,限流电抗器串联连接在系统母线上,用来限制系统的短路故障电流,使得短路电流降低到其后设备的允许值。
4.4.3 具体实施方案:
在1#2#高炉炉前高压室正北方向,阀门平台立柱以北与原电缆沟道之间,有9m*9m闲置空间可建房屋。电抗器直径1700mm,含支架及绝缘子高度1560mm,三相电抗器采用一单两重叠安装;高压电缆采用单根出高压室沿桥架进入电抗器室高位接线。
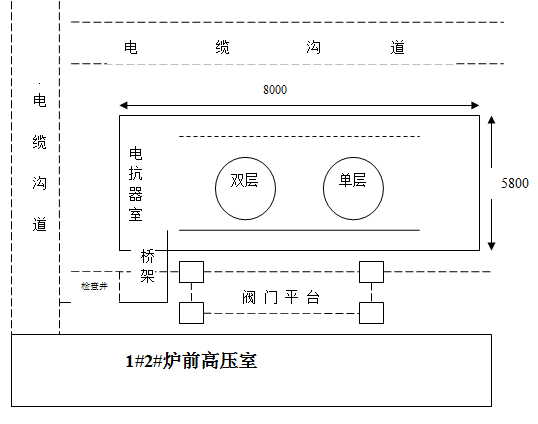
注:电抗器室净高5000mm
4.4.4 直接经济效益
龙钢公司炼铁厂2017年4月15、20日电网连续两次波动导致TRT系统闪停,若日平均发电量25.3万度,每次停机:过流Ⅰ段动作、炉前高压室检查电缆绝缘;TRT本体部分检测设备绝缘;分析停机原因;并网时高炉避开放铁炉况调整等因素,每次因停机少发电5小时,按月影响2次,每度电按0.58元计算,每月少发电直接经济损失6.11万元,年经济损失73.4万元。
经过3#-5#高炉TRT运行工况的对比,3#-5#高炉TRT发电系统在规划建设时,在炉前高压室电源出线柜与发电机组之间,已串入限流电抗器,只有在公司供电系统大的事故时才能解列。由于各种原因,陕鼓建设1#2#TRT时未设计安装限流电抗器,目前日发电量增大时,这个矛盾显得很突出。1#2#TRT增加限流电抗器后,能有效地避免顶压波动和供电系统网络波动导致的非正常解列。
4.5 合理的定值保护调整
发电机原设置的纵差保护、零序保护,过负荷保护,过电压保护,转子绕组一点接地保护、失磁保护等基本正常,无需变更。随着高炉冶强不断提高,高炉顶压、煤气发生量相对应的加大,发电量大幅度的增大,发电机的负载率已接近满载,原设置的过流Ⅰ段定值参数已不能满足机组正常运行的需要。
1#2#TRT发电机组容量12000KW,额定电流824.5A,额定功率因素0.8,TRT联络柜电流互感器CT=1250/5,高压综保过流Ⅰ段定值3.6A,折合一次电流900A,高炉10KV配电室TRT并网柜CT=1500/5,过流Ⅰ段定值3.16A,折合一次电流948A。据统计1#、2#TRT最大日发电量25.6万度,平均日发电量25.3万度,经计算:平均日电流769.8A,平均负载率93.4%,平均发电量时日平均电流760.8A,平均负载率92.3%。现场实测,发电机最大短时输出功率11.6MW,功率因素cosφ=0.825,电流810A。据统计,2017年3月15日综保整组启动2次,电网波动1次。4月20日综保整组启动7次,发电机最大短时出力达到14MW,电流1062A,TRT解列。与能源检计量中心进行技术协商,TRT联络柜过流Ⅰ段变为4.4A,对应一次电流1100A,高炉10KVTRT并网柜过流Ⅰ段变为3.67A,对应一次电流1101A。调整后的定值参数可以满足高炉生产需求。
5 结束语
需要强调的是,再完善的控制系统也需设备作支撑。针对该项隐患,提出了高炉单位应定期对调压阀组的电动(液压)蝶阀进行检查,并作小幅度的开启、关闭试验,确保阀门动作灵活、到位可靠,时刻处于可控状态。
以上五项措施实施后,高炉因顶压波动失控而导致的重大生产工艺、设备事故未再发生,同时有效预防TRT因电网、炉况等不可控因素导致解列的现象。只有TRT稳定运行,才能增加发电量,提高经济效益,并且避免因TRT解列高炉紧急操作导致的工艺事故。
在后期运行中曾发生供电系统闪络引起的供电事故,限流电抗器有效地限制了故障电流,高压综合保护装置未误动作,从而保证了TRT系统对高炉顶压波动的正常调节。
高压综保过流Ⅰ段定值的适当增加,对供电事故情况下综合保护装置的误动作也起到一定的限制作用。
参考文献
[1] 《微机保护整定计算与二次电路图集》 中国航空工业规划设计院 组编
[2] 《DECR-S01发电机微机励磁调节器说明书》
[3] 《GEX-2000发电机微机励磁调节器说明书》
[4] 《短途-01微机励磁调节器说明书》
[5] 《能量回收透平装置TRT知识问答》