
李新胜 席光强 孙强
(临沂江鑫钢铁有限公司,山东 临沂276000)
摘要:本文对临沂江鑫钢铁3#高炉炉底温度升高护炉实践进行了总结。结合高炉生产实际,采取了提高钛负荷、加强铁口维护、调整操作参数等一系列综合护炉措施,炉底温度逐步下降,解除了安全警报,达到了安全生产。同时由于各种护炉措施的力度掌握较好,在护炉过程中,高炉技术经济指标未受到明显影响,并在炉底温度下降至430℃以下后,迅速转入逐步强化冶炼。
关键词:高炉;炉底温度;护炉;高效
1 高炉基本概况
江鑫钢铁 3号高炉,有效容积1080m³,设20个风口,2个铁口,炉喉直径6000mm,炉缸直径7600mm,上料系统采用斜桥主卷扬提升-料车装卸料形式,双轨交替上料;炉顶采用PW串罐无料钟炉顶设备;炉体采用全冷却壁软水密闭循环系统,炉腹、炉腰及炉身下部采用4段铜冷却壁;炉缸耐材采用国产(2层超微+2层微孔)大块碳砖和2层陶瓷垫的结构;出铁场为南北双矩形,平坦化结构;采用水冲渣处理设施;三座改进型顶燃式热风炉;采用全干法煤气除尘并设“TRT”发电装置。
2 高炉运行状态
2.1 高炉顺行状况
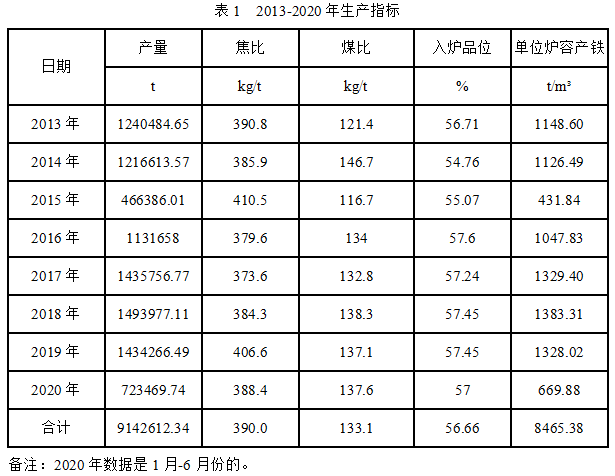
3#高炉于2012年11月10日开炉,实现一次投产成功,投产后,顺行状态良好,冶炼强度逐步提高,但自投产至2016年因各方面原先各项指标偏低。2016年底至今,高炉稳定顺行,各项经济、技术指标逐渐提高,单位炉容产铁8465.38t/m³,预计按计划到2021年10月停产,将达长寿高炉标准(2015年环保限产停炉,3#炉3月停炉,2015年8月份开炉生产。高炉自投产至今,无大中修)。3#高炉2013-2020年生产指标见表1。
2.2 高炉炉底温度升高情况
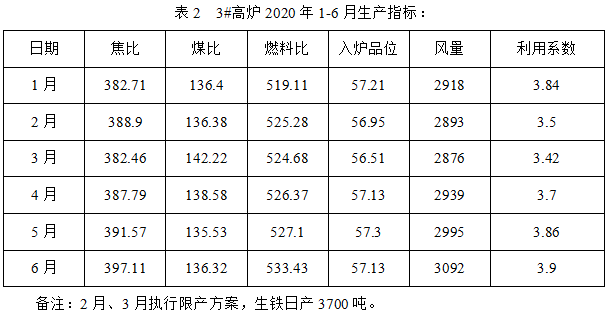
自2020年2月11日起,炉底3层温度整体呈上升趋势,其中103-2a点温度较高,3月5日上升至487℃,炉底碳素捣料层温度由2月10日的102℃逐步上升,至3月5日上升至135℃。为保证炉缸安全,延长高炉一袋炉役,于2020年4月1日开始加钛球护炉,4月、5月份采取强制性护炉,维持生铁[Ti]含量0.14%以上,6月份维持生铁[Ti]含量0.12%左右,炉底温度稳定在390℃左右,4月下旬取得一定护炉效果后,逐步进行强化冶炼。炉底3层温度变化趋势见图一,侧壁TE108层温度变化趋势见图二。备注:103-2a(4a、6a、8a)点热电偶插入深度2965mm,8a点热电偶开炉不久就损坏。
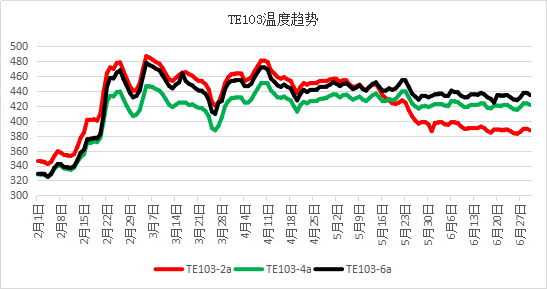
图1 炉底103层温度变化趋势图
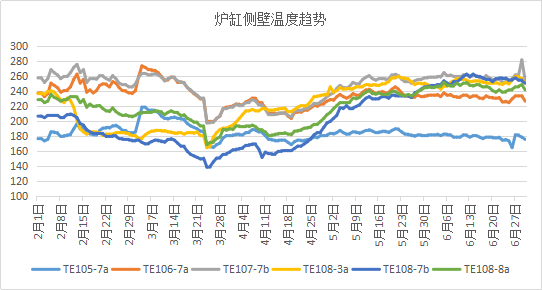
图2 炉缸侧壁温度变化趋势图
2.3 炉底温度升高的原因分析
(1)铁水环流。铁水环流加剧铁水对炭砖渗透和冲刷,造成炭砖出现分步性和阶段性分层和粉化后剥离,此时,会造成对应部位检测点温度跳跃式波动。
(2)化学氧化侵蚀。碱金属和锌均能渗透到炭砖微隙内部发生化学反应,造成炭砖体积膨胀,引起炭砖粉化。
(3)产量波动引起炉内死焦柱形状变化,砖衬热面结构,砖衬内部结构受炉温变化引起结构变形改变有关。
(4)3#高炉自2012年11月10日开炉以来持续高强度冶炼已达7年零4个月,在同类型高炉属于长寿高炉,加之2015年环保停产,3月份、10月份停开炉两次,对炉缸、炉底耐材损伤较大,降低耐材使用寿命。
3 护炉措施
3.1 提高冷却强度,增加炉底冷却水流量
2月23日炉底冷却水全开,水量由170m³/h,加至240m³/h左右,加大炉底冷却水量后,炉底温度有所下降。
3.2 适当降低冶炼强度
自2月11日采取限产措施,富氧量由12000m³/h降至3000m³/h,风量由3050m³/min降至2900m³/min,同时炉内采取进一步降低顶压使用水平,降低冶炼强度的措施。
3.3 调整高炉操作参数
生铁[Si]由 0.25%-0.40%提高至 0.35%-0.50%,促进钛还原,炉渣碱度提高至1.20倍-1.25 倍,生铁含硫低于0.03%,严禁低炉温高硫,利于形成石墨碳保护层。
3#高炉生铁[Si]和生铁[Ti]含量见图三。
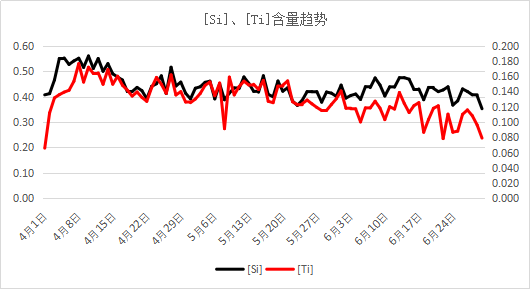
图3 生铁[Si]、[Ti]含量趋势图
3.4 提高钛负荷,强化护炉
利用 TiO 2 还原生成[Ti]后,形成 [TiC]、[TiN] 以及固溶体 Ti(C,N),在冷却强度大的部位沉积,即侵蚀较严重的部位,形成保护层,达到护炉的目的。2020年4月1日配加钛球250kg/批,7日增加至300kg/批,提高钛负荷至8kg/t(Fe)。生铁中[Ti]含量由原来的0.06%提高到0.12%以上,[Ti]含量持续高达0.162%,取得了良好的效果。
3.5加强铁口维护
铁口深度控制在 2.3 米至 2.5 米,严禁潮铁口出铁,严禁闷炮操作,减少烧铁口次数,保持全风高压堵口率,加强铁口维护,维护铁口泥包完整。提高钛负荷后,及时打开铁口,避免铁前憋风,破坏高炉顺行,避免崩料、悬料。
4 高效护炉效果
此次护炉从配加钛球至炉底TE103-2a温度低于400℃,历时 56 天,时间短,效果良好,护炉期间、后期技术经济指标良好。同时没有因钛护炉造成炉缸堆积,不增加高炉操作难度,不影响后续高炉技术经济指标的改善。也符合首钢等高炉停炉后的解剖实际测量侵蚀规律:即:
第一,越是侵蚀严重的地方,沉积越厚,即最需要的地方,补的最多;
第二,越是冷却强度大的地方,沉积的越厚,这地方一般也是距冷却壁最近的地方,温度最低,钛化物最容易析出。
5 结语
(1)由于处于炉役末期,在炉缸炭砖温度升高阶段就引起足够重视,分析出主要原因,及时采取一定的护炉措施,此次江鑫钢铁3#高炉护炉,是在炉底炭砖温度上升阶段没有超过警戒值,就采取护炉措施的。
(2)在炉缸受到侵蚀时,采用含钛炉料护炉是一种重要的措施。利用含钛炉料护炉是一个长期和不断调整的过程,要根据高炉实际情况及时调整钛负荷,以利于高炉技术指标的优化。
(3) 由于江鑫钢铁3#高炉处于炉役后期,要树立长期护炉观念,维持一定的钛负荷水平,加强铁口维护,改善原燃料条件,提高焦炭热强度,降低有害元素含量,达到高炉长寿与改善技术经济指标的统一,做到长寿与强化的统一。
(4)高炉中后期必须想办法提高其冷却强度。
参考文献
[1] 刘云彩. 预防高炉炉缸烧穿, 中国冶金. 2013,6.
[2] 夏万顺等.邯宝1号高炉炉缸侧壁温度升高的治理,炼铁,2016,4.
[3] 李连仲.首钢四号高炉炉缸烧穿修复和生产,1985年(内部资料)
[4] 汤清华,炉缸炉底烧穿事故,载:高炉失常与事故处理 张寿荣主编
[5] 张福明等. 现代高炉长寿技术,北京:冶金工业出版社,2012年.
[6] 张寿荣,于仲杰等编著.高炉失常与事故处理[M].北京:冶金工业出版社,2012.
[7] 郑艾军,庞江等,宣钢 1 # 高炉高效综合护炉技术措施