
王腾飞 王和兵 戴昭颖 崔文静
(首钢京唐公司)
摘 要:京唐公司对炼钢过程中钢水包进行一系列优化改造,包括钢包增容改造和钢包底吹改造,使钢包装容量由 290t 增加到 310t,同时也保证了钢包包底吹成率,最终达到提高炼钢产能,降低炼钢成本的目的。
关键词:钢水包;增容;底吹;改造
目前京唐公司钢包实际使用容积严重影响转炉生产节奏,也制约了300t 转炉的产能效率,国内外 300t 转炉的平均炉产量都应大于公称设计能力,京唐公司的 300t 转炉平均炉产量不足290t,这是长期困扰生产效率发挥的重要瓶颈。因此,京唐公司下决心进行钢包增容攻关,彻底解决由于钢包过小造成的各种弊端,实现生产的高效稳定运行。
1 钢包增容改造
1.1 钢包增容改造要求
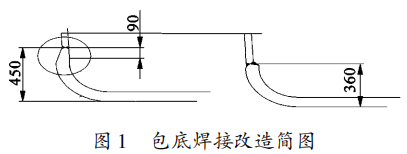
为了降低改造成本,京唐公司决定最大化利用现有包壳,对钢包包底、 包底支座、 倾翻装置进行利旧。包底保持现有各部尺寸,耳轴座四周大支撑与钢包座利旧,切除与筒体焊缝及热影响区,两侧分别切除 35mm。耳轴嵌入耳轴座的长度相对应去短,保持内侧耳轴固定块和凸出部位与原钢包内壁一致,钢包倾翻装置尺寸不变进行利旧。包底先沿焊缝切除,见图1。切除包底高度 90mm,包壁与包底焊接位置由包底内侧持平改为外侧持平,过渡焊接,棱角R20mm 打磨光滑,包底由改造前的会形成小台阶到目前与包壁齐平,钢包永久层砌筑后可保证厚度相同。
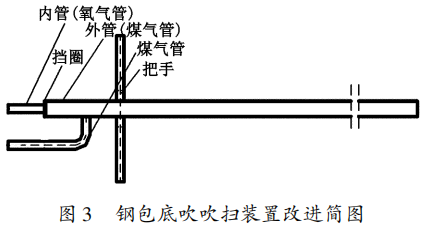
钢包增容后包体直径增加约 68mm,因此钢包包体钢板需要更换,为保证强度,钢板厚度由原来 40mm 增加至42mm。钢包耳轴及耳轴座部位是钢包吊运最关键的部位。目前京唐公司 37台现有钢包寿命均超过8年,耳轴吊运过程中已出现研磨,为安全起见,增容改造时更换耳轴。为保证钢包增容后外部尺寸不变,通过设计院审核通过后,腰箍及罐座新制,内侧尺寸减短,但为保证强度,增加板厚,钢包加揭盖铰坐与钢包上口的位置与水平距离减少 35mm。钢包盖直径与钢包外径相同,铰接座按图制作施工,增容钢包各部技术参数见表1。
1.2 对其它设备的影响
钢包增容改造后,包壳尺寸增加对相关设备造成一定影响,京唐公司在对钢包增容改造时充分考虑了480t 天车龙门钩、 离线钢包烘烤、 钢水车、 480t 过跨车、LF炉、 RH炉、 CAS 炉、 钢包加盖系统和铸机回转台等关键限制环节,保证以上主体设备不作改动,其它辅助设备适当调整,从而使该项目有良好的可操作性。
1.2.1 扩容对龙门钩的影响
目前 480t 天车龙门钩中心距为5600mm,包壳直径加大后,如何在不更换龙门钩的前提下保证钢包正常、 安全吊运是必须要解决的问题。为保证龙门钩的稳定性,经过严密的校核,对钢包两侧筋板在宽度方向缩短,钢板厚度加厚,从而保证龙门钩间距不变。钢包增容后,每包钢水由原来 290t 增至目前 320t,包壳重量约71t, 耐材重约 80t,总重约 470t,而天车承重 480t,因此增容后未超天车负荷。
1.2.2 扩容对钢包包胎的影响
钢包增容后包体直径增加约 68mm,因此用作打结永久层的原包胎需要作废,包胎直径相应增大并与新增容钢包匹配,其它部位尺寸和结构不变。
1.2.3 扩容对钢包相关附属设备的影响
增容钢包高度未增加,因此对钢包离线烘烤、LF 炉、RH 炉、CAS 炉不产生影响,但钢包增粗会对钢包加盖包盖、钢水车座包支架以及大包转台叉臂产生影响。为了尽量不改动目前设备尺寸,设备专业通过现场测绘试验最终达成一致意见:
新钢包包口直径为 4700mm,与钢包加盖包盖直径相当,防止包盖掉入钢包内, 要求打完永久层并砌完耐火砖后再加装包盖。增容钢包座直径变为 4386mm,座入钢水车和大包叉臂后两侧间距由原来 35mm 到目前的 10mm 左右,间距减小对钢包平稳座入大包转台产生一定影响,决定打磨减薄钢水车座包架和大包叉臂耐磨带15mm,同时要求制作商制作钢包时直径按照负公差控制。
1.3 扩容钢包砌筑要求
包壁永久层打结前在包壁上砌筑石棉板,采用轻质浇注料打结。轻质料加水量按照 6% ~ 8% 左右控制,搅拌均匀,安放好新钢包胎具,按现有工艺要求操作。包底采用重质料打结,包底及水口座砖仍采用现有砌筑方法,即先装好上、 下座砖,再拼砌底部砖,砖与砖之间的缝隙要小于 2mm,做到砖缝纵横错开, 砖缝泥浆饱满,包底砌筑找正、 卡牢。
对于扩容改造的钢包包壳,钢包包壁工作层采用 190mm 衬砖、 渣线部位采用 210mm 镁碳砖[1] ,正式实施钢包恢复装容量生产组织前需保证使用 25 次以上,中修钢包包壁工作层采用180mm 衬砖,渣线部位采用 210mm 镁碳砖。
2 钢包底吹优化
2.1优化透气砖结构
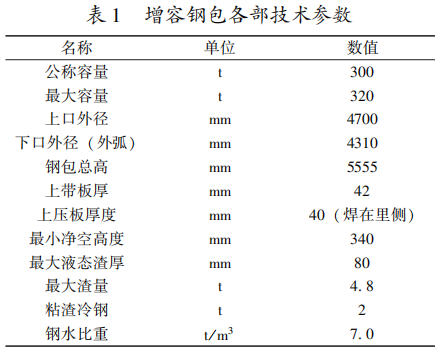
原狭缝式透气砖在使用和浇注过程中高温钢水、 熔渣可能通过缝隙渗入底吹透气砖, 造成气道被渗钢、 渗渣堵塞。因此特设计制作了一种新型的狭缝复合弥散型透气砖,如图 2 所示。该透气砖主要包括氩气硬管、 砖芯本体、 圆台 (狭缝块)、 弥散块、 砖芯座砖,氩气硬管与砖芯本体的铁皮焊接在一起,圆台 (狭缝块) 安装在砖芯本体的内部靠下部位, 弥散块安装在砖芯本体的内部圆台 (狭缝块) 的上部,砖芯座砖在最外侧,将氩气硬管上部及砖芯本体包起来。
经过试验推广使用后,发现这种复合型底吹砖能满足目前正常使用,并且透气率从99.72%提高并稳定在99.85%以上, 保证了钢包的底吹效果。
2.2 改进透气砖材质,提高透气砖寿命
原底吹透气砖主要由板状刚玉、 尖晶石和氧化铬组成,在实际使用过程中发现其热震稳定性和耐压强度不高,在钢水热压下可能产生变质,影响寿命和吹成率。因此,考虑引入铝镁尖晶石和铬刚玉,能使透气砖在冷热交替坏境下形成显微裂纹,缓冲因温度变化产生的热应力,以减轻其剥落,提高抗热震性。另外,考虑到京唐钢包为 300t 的大型钢包, 承装钢水有效高度达到4m,必须增强底吹透气砖的耐压强度[2],因此适当调整了氧化铝微粉含量。透气砖改进后的材质,主要由 80% 左右的刚玉、 氧化铝微粉、 2.5%左右的氧化铬和镁铝尖晶石组成, 另加入 3% 左右的结合剂,改进前后所测得物理性能对比见表 2。

脱磷炉炼钢时若钢包底吹砖寿命在 15 炉以上,为了保证底吹吹成率,烧完底吹、 投放完引流砂后在东、 西两侧底吹砖凹槽内各投放 10kg引流砂。随时观察拆包后的透气砖残余厚度,在安全使用的前提下,使底吹透气砖得到最大程度的利用,提高其使用寿命,底吹砖寿命≥20 炉或者经观察发现底吹砖侵蚀严重时,用专用工具根据不同的倾翻机的尺寸测量底吹砖的侵蚀深度,当侵蚀深度≥280mm 时必须甩包。以上措施把钢包底吹砖的平均使用寿命由23炉提高到25炉,钢包平均中修包龄也明显提高。
2.3 优化吹扫装置
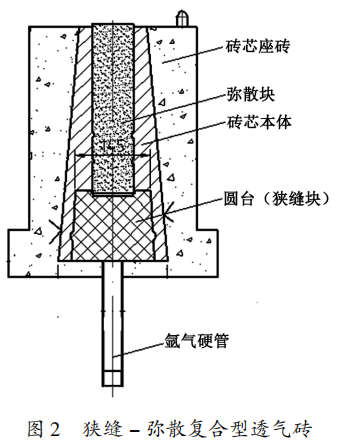
钢包加盖项目[3] 全面投入使用后,钢包内衬温度最高可达 1300℃ 以上,普通烧氧管进入钢包后会发生弯曲,吹扫难度大大增加,钢包底吹砖无法进行有效吹扫会造成底吹砖的透气量不足,从而造成精炼底吹异常炉次明显增加。
为解决该问题,对吹扫装置进行了改进,如图 3 所示。该装置采用内管与外管通过挡圈连接,煤气管焊接在外管上与外管连通,把手焊接在外管外壁上,外管与内管之间为煤气的通道,能保证加盖钢包底吹砖的快速吹扫,同时避免由于用烧氧管吹扫时对底吹砖过度吹扫而降低底吹砖的使用寿命。
2.4 优化底吹工艺
为避免自动底吹管路漏气对底吹造成影响,将钢包自动底吹管路由钢包蘑菇头母端[4] 出来出来后往上沿钢包包壁经过钢包加强筋孔与手插管在手插管左侧连接,当不使用钢包自动底吹管路或自动底吹管路底吹蘑菇头口发生漏气时将自动底吹管路阀门关闭,使用手插管进行底吹操作。
钢包底吹砖反吹管路漏气检查方法:先将氩气减压阀关闭,将氩气总阀门打开,观察流量显示屏,如果显示屏示数在 50L / min 以内说明管路没有漏气的地方,若示数大于 50L / min,则说明反吹管路及接头可能存在漏气,需进行检查并及时处理。
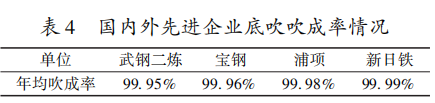
以上四项优化底吹工艺措施实施后,钢包的吹成率有了明显提升,见表3。底吹年均吹成率从 99.84% 提高并稳定在 99.98% 以上,钢包底 吹砖[5]的平均使用寿命由 23 炉提高到25 炉,每月减少 5 套由于底吹砖原因造成钢包异常下线,技术经济指标达到了宝钢、 韩国浦项和新日铁等先进钢厂的水平,如表 4 所示。

3 应用效果
京唐公司扩容钢包上线运行后,钢水承装质量由原来 290t 提高至目前 310t,直接为炼钢部稳产优产打下基础,一炼钢转炉年产能增加7% ,约 63 万t,总年产能达到 970 万 t,接近浦项光阳产量水平。通过钢包扩容改造有效促进了炼钢产量的增加,从而有效减少炉前单炉辅助时对产量的影响,同时由于单炉产量增加,吨钢动力费用、 耐材费用和人工费用相应减少,大大降低了吨钢生产成本。
同时钢包包底狭缝复合弥散型透气砖以及新型煤氧枪的采用以及底吹工艺的改进,使吹成率从99.84%提高并稳定在99.98%以上,同时底吹砖的寿命也得到明显提高,达到了宝钢、 韩国浦项和新日铁等先进钢厂的水平。
参 考 文 献
[1] 吴家伦,杜绍龙 钢水包扩容及提高包龄的途径[J]. 安徽冶金,2003, (4): 35 -37
[2] 阮 强 110 不锈钢钢包炉底吹氩水模拟 [J]. 中国冶金,2016,26 (2): 50 - 54
[3] 张启东 自主集成 300t 钢包加盖技术在京唐的应用实践 [J]. 中国冶金,2017,27 (12): 49 - 52
[4] 蒋 军 钢包底吹氩控制系统的优化设计 [J]. 中 国冶金,2007,17(5): 6-9
[5] 尹应生 浅析提高精炼钢包寿命的措施 [J]. 河北冶金2012, (11): 42 - 44