
陈 万 福
(山东钢铁集团有限公司 研究院,山东 济南 250101)
摘要:根据高炉生产的特点,从上料工序、冶炼工序、渣铁排放工序入手,查找出影响高炉休慢风的原因。通过强化设备点检、提高职工操作技能、制定标准等措施,有效降低了高炉的休慢风率。
关键词:休风;慢风;高炉
1 前 言
现代高炉生产的特点是生产规模大,作业连续性强,各生产环节密切联系,高度自动化,任何一个环节发生问题都会牵一发而动全身,影响整个生产系统的正常进行,造成故障情况下的无计划休风、慢风,不但影响生产的顺利进行,同时对上下工艺流程,如烧结、焦化、球团和炼钢造成不良影响。因此,如何降低高炉非计划休、慢风率,成为炼铁工作者关注的热点。
2 现状分析
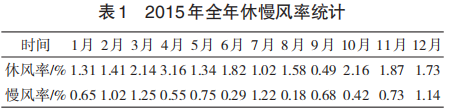
2015年,济钢1 750 m3 高炉的休慢风率一直处于 高 位 ,全 年 休 风 率 平 均 为 1.67%;慢风率为0.74%,4 月份休风率最高达到了 3.16%(主要是上料皮带撕裂,导致无法供料),严重制约高炉的稳定顺行,导致消耗偏高。2015年全年休慢风率情况如表1所示。
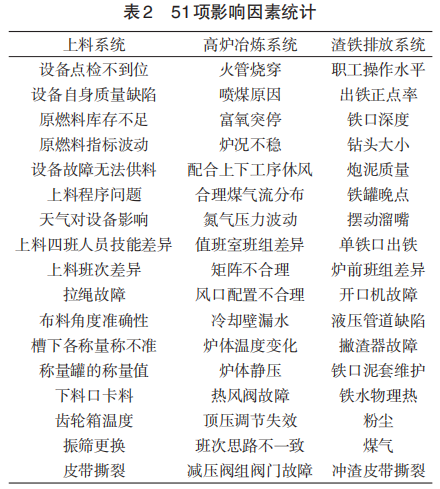
针对休慢风率高的原因进行了细致的分析讨论研究,主要从高炉生产的 3 大工序系统上料系统、高炉冶炼系统和渣铁排放系统进行分析,找出51项影响因素(见表2),并根据对休慢风影响的权重,确定关键因素,制定相应的措施。
3 实施对策
3.1 强化点检,降低高炉慢风率、休风率
各岗位的运行班长为本岗位所辖区域设备的包机、点检人,对各设备的运行、润滑、卫生负责。包机、点检人要熟练掌握、遵守设备点检维护规程和常用工艺要求,做好“操修合一”工作;设立专用记录本,详细记录本班设备运行情况、故障现象、处理结果,交接班时对口交接;有责任向专职点检员、技师、设备主任及时反映设备运行情况;对设备的技术改造、现场管理等提出建议。
各岗位助理技师为本岗位的专职点检员,对设备的运行、润滑、卫生负有全责,有责任协助、监督各班组的设备包机点检工作,针对本区域设备的薄弱环节进行整改,及时向技师、设备主任反映设备运行情况,每月 15 日前与技师向车间提出上月的设备考核建议。
为激励职工做好设备工作,在圆满完成当月设备包机点检工作的基础上,车间每月进行奖励考核。
3.2 提高职工的操作技能
针对岗位职工,进行了设备知识培训,并进行了严格的闭卷考试,通过培训考试的方式,各岗位职工的操作技能水平得到大幅度的提高。另外还多次征集操作规程等 3 大规程中与现阶段高炉不匹配的地方,并对规程做了多处修改。规定各岗位定期召开专业会,接班前要举行班前会,统一各班操作思路,规范化操作。例如值班室人员2周1次专业会,水煤、上料、炉前岗位1月1次,统一各班的操作思路,避免炉况的大起大落。
3.3 液压管道消缺
针对开口机手动加油不稳定导致故障多的情况,增加了开口机自动加油装置,延长了开口机振打的使用寿命。对液压管道进行改造,减少漏油点,增强设备稳定性。开口机自动加油装置给设备及时的润滑,开口机振打由原来的每周更换1次延长至每月更换1次。改进前液压管道漏油点较多,以前平均每月要加5桶油,造成了很大的设备隐患。改造后平均每月不到3桶油,设备稳定性提高。
3.4 严格按照标准卡规范化作业
针对高炉关键设备,检修车间制定了详细的标准,更换液压炮刮泥环4.5 h;更换打泥机构6 h;更换转炮油缸8 h;更换开口机油缸2.5 h;更换凿岩机1.5 h等。如在规定时间未处理好,高炉当班工长可提出考核要求,机动科每月兑现考核。标准卡的制定解决了拖延问题,提高了处理设备故障的效率。
4 实施效果
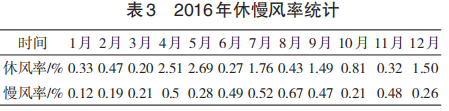
通过以上措施的实施,在设备包机、点检方面做到了“操修合一”。同时也使得 2016 年 1 750 m3高炉的年平均慢风率比 2015 年下降了将近 50%;年平均休风率降低65%。2016年休慢风率的统计见表3。
为了总结经验、巩固成果,将采取的有效措施和考核管理办法形成了新的文件以及在原文件的基础上进行了修改:新生成了《1 750 m3 高炉设备包机管理办法》,修改了《1 750 m3 设备点检考核办法》等。
5 结 论
5.1 每次休风前后,高炉都要附加大量的焦炭,提高炉温水平,为复风后尽快恢复炉况作保证,降低休风率可以节省大量的焦炭消耗。
5.2 休慢风会对相关单位造成相当大的影响,特别是无计划休风,关系到整个系统的平衡,可谓牵一发而动全身,高炉降低休慢风率就可以减轻对这些单位造成的影响。
5.3 完善了高炉操作标准化,以精心、精确、精准、精细为核心,在上料、水煤、炉前、值班室各岗位建立形成了自查表、操作制度、应对预案、操作指导,不断完善高炉生产的最佳操作制度,实现操作准确,确保高炉设备运行正常。
5.4 休慢风率降低后,高炉的成本明显降低,炉况顺行指数提高了,提升了高炉寿命。