
罗 胜
(山西太钢不锈钢股份有限公司制造部, 山西 太原 030003)
摘 要:大型高炉开炉期间相关科学合理的生产组织对高炉开炉稳定顺行、快速达产至关重要。对开炉的外围保供条件、开炉不同阶段铁水分配、存在问题进行了分析,提出了相关应对方案,并对开炉期间出铁特征进行了阐述,为准备超大型高炉开炉及其生产组织提供了依据。
关键词:大型高炉开炉;特性分析;组织原则;难点分析及应对措施
对于钢铁企业来说,大高炉(4 350 m3 高炉以上的大型高炉)的稳定不仅关系到炼钢系统的稳定,而且波及到煤气系统、原料系统、轧材系统、动力系统的稳定,高炉系统是钢铁企业的核心,而大高炉能否顺利开炉,更是钢铁企业的重中之重。
高炉建设工程完工,各系统(煤气系统、上料系统、冲渣系统等)均冷试车(调试)完成后,高炉开始装料、点火送风,高炉第一炉铁水出铁,到高炉顺利喷煤,炉况稳定,铁水硅含量(质量分数)达到 1.0%以下的全过程,正常时间约为 7~10 d。
1 开炉前的外围保供条件
高炉一旦开炉,不论是原料质量产生波动还是原料供应不及时会造成空料线,因炉前设备故障和铁水罐(鱼雷罐)组织不及时等原因会使高炉憋风,因其他设备故障会造成高炉减风或休风,这些因素都将导致高炉热制度波动,铁水[Si]不达标。开炉高Si 铁水持续时间长,会使铁水罐难以正常周转,给高炉造成致命影响。因此,应高炉造渣制度、热制度、出铁制度的要求,外围保供条件如下:
1)焦炉较高炉提前 15 d 以上投产,且焦炭质量能满足高炉要求。一般新焦炉投产需连续生产 15 d以上,焦炭产、质量才能满足高炉生产需求。
2)烧结机提前 1 个月热负荷试车,烧结矿质量、产量满足高炉要求(烧结机和高炉配套建设)。
3)铸铁机设备完好,能满足持续铸铁需要。
4)4 350 m3 高炉本体设备状况及其它各项准备、试车工作全面完成,运行可靠、稳定,无较大隐患。
5)风、水、电、气(包括煤气)等介质稳定运行。
2 开炉期间出铁特性分析
对开炉期间的出铁量、铁水硅含量及铁水流速进行跟踪统计,绘制曲线图见图 1。
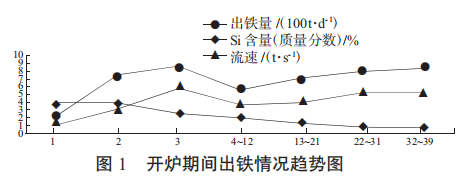
2.1 铁水量
第一炉铁水量最低,第三炉达到最高,第四炉出铁量减少(主要因素是上两炉出铁比较干净),后面呈升高趋势。
2.2 铁水 Si 含量
铁水硅含量随着开炉的进展,整体呈下降趋势,第一炉铁水 Si 含量最高,第三炉下降幅度明显增加,随后缓慢下降,20 炉以后 Si 含量(质量分数)由特高区(2.0%~4.0%)降到了普通区(1.0%左右),到30 炉以后已降到了 1.0%以下。
2.3 铁水流速
第一次最慢,第三次出铁量大增,流速也达到最高,第四炉以后铁水流速基本呈平缓上升趋势。
3 开炉不同阶段的难点分析及应对措施
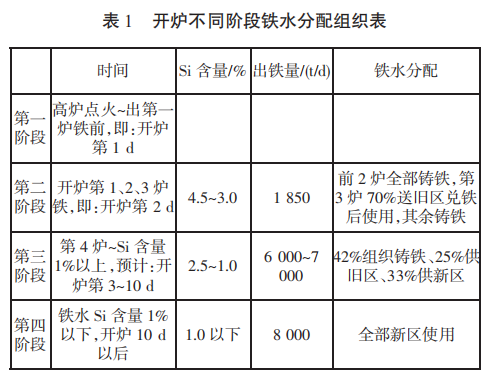
3.1 不同阶段铁水分配组织
高炉物理热充沛,化学热(Si 含量)按预定目标降低(10 d 内铁水 Si 含量(质量分数)控制在 1%以下),是整个开炉期间生产组织的基础,以铁水 Si 含量为依据,将高炉开炉划分为四个阶段。不同阶段铁水分配组织见下页表 1。
3.2 不同阶段具体生产组织方案
针对不同阶段的特点,采取相应的措施,具体组织方案如下:
3.2.1 第一阶段
落实外围(机车、敞口罐、铸铁机及混铁炉等)准备工作,做好开炉点火后出第一炉铁的准备。
3.2.2 第二阶段
特点:铁水温度低、铁水硅含量超高(预计 4%以上)、铁水流动性差。
组织措施:开炉第一炉,全部安排铸块,如铁水温度低于 1 370 ℃时流动性差,难以铸铁,安排冻罐后冷却,进罐库翻罐处理。第二炉,全部安排铸块,如果铁水温度低于 1 430 ℃,且铁水流速≤2 t/s,安排单罐运输送铸铁机。第三炉,铁水量预计在 800 t 以上,铸铁节奏跟不上。措施:全部用敞口罐运输,共出铁 12 罐,4 罐安排铸铁,8 罐送炼钢旧区(如铁水 Si 含量高于 4%时,旧区安排简单吹炼后铸废钢锭)。
3.2.3 第三阶段
特点:铁水硅含量呈下降趋势,属于高硅、高产阶段。
组织措施:第四炉首次使用鱼雷罐运输送新区,在新区倒罐站用铁水包分别接新高炉铁水和旧高炉铁水,按 1:1.25 的比例进行混合后供转炉炼钢,预计混合后的铁水硅含量在 1.3%以下。开炉第三天(第四~十四炉)是铁水硅含量降低的转折期,是生产组织关注的重点,第三阶段的生产组织基本同第三天。
3.2.4 第四阶段
特点:铁水硅含量(质量分数)在 1.0%以下。
组织措施:原则是尽可能供新区使用,新区使用有困难时,安排旧区使用。当新高炉铁水发生积压时,安排旧系统高炉休风。
整个过程,需要对炼钢新、旧区铁水的供应进行及时、合理调配,避免铁水消化不及时,对高炉造成影响。
3.2 存在问题及应对措施
存在的主要问题是高硅铁水的消化使用,尤其是前三个阶段。而某公司当时的铸铁能力严重不足,炼钢时最大的困难是,因铁水 Si 含量高,炼钢过程极易造成喷溅。
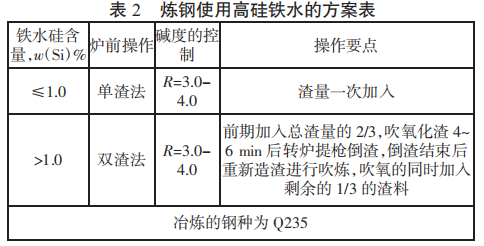
针对以上问题,应对的措施是:炼钢采用双渣法进行操作,外围组织的措施是高硅铁水和普通铁水进行兑铁,稀释降低 Si 含量,详细措施如下。
1)炼钢使用高硅铁水的方案见表 2。
2)因铸铁机能力不足,新高炉开炉铁水和旧系统的铁水混合供炼钢使用方案
混合铁水使用方案:每日(持续 10 天)都要对新高炉铁水量、Si 含量预测,结合旧有系统的铁水量、Si 含量情况等,制定铁水混合、分配方案,旧炼钢的铁水混合利用炼钢的混铁炉混合铁水,新炼钢的铁水混合由新炼钢倒罐站通过铁水包混合完成。
以高炉开炉第三天为例,其方案如下:
开炉第三天预计全天出铁 6 000 t,出铁 11 次。
平均铁水硅含量 w(Si)在 2.3%以下。
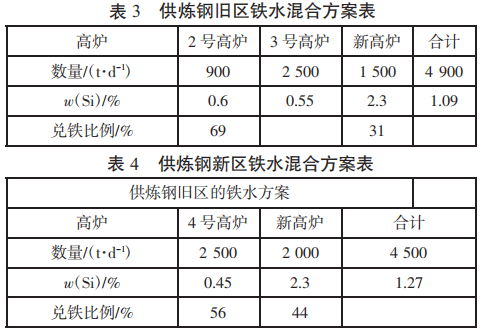
新高炉铁水分配:首先尽可能安排铸铁,不能影响铸铁机能力,预计日铸铁 2 500 t;日安排供炼钢新区 2 000 t;其余全部安排供炼钢旧区使用,预计数量1 500 t;铁水混合方案见表 3、表 4。
4 结语
本文重点对大高炉开炉的外围生产组织进行了方案论述,尤其是铸铁能力不足的情况下,如何使用消化高硅铁水的方法和生产组织进行了研究分析,为大高炉开炉及其生产组织提供依据。