
阳习端1,石 玥2,潘 建2,朱德庆2,邓联玉1
(1. 湖南华菱涟源钢铁有限公司 炼铁厂,湖南 娄底 417000;2. 中南大学 资源加工与生物工程学院,湖南 长沙 410083)
摘 要: 圆筒混合机的恶性粘料是造成设备使用寿命降低的重要因素,直接影响烧结混合料的混匀制粒效果,进而对烧结矿碱度稳定率和利用系数造成不利影响。通过对 4 种典型材质衬板性能的研究,得出其性能优劣为 HP > SC > ORC > NRC,并在涟钢四烧一次圆筒混合机上采用分段更换衬板的措施,在粘料最严重的进料口处使用小陶瓷材质衬板,基本解决了恶性粘料问题,其衬板清理周期从 1 周延长至 2 个月以上。
关键词: 圆筒混合机;粘料;衬板性能;分段更换;清理周期
圆筒混合机是烧结工序中的关键设备,只有制备出粒度合适、透气性良好的混合料才能保证烧结机的稳定顺行[1-2]。筒壁粘料是圆筒混合机生产中最常见的问题,随粘结层厚度的增加,筒体有效容积减小,筒内环境恶化,直接影响混匀制粒效果和设备使用寿命,严重时不仅发生停机事故,甚至在清理时造成人员伤亡[3-4]。
目前,针对圆筒混合机粘料问题,各钢铁厂和科研机构均进行了大量的研究,并提出了一系列的防治处理办法,包括优化加水方式、优化配料结构及圆筒混合机工艺参数、优化衬板及圆筒内部结构、改变落料高度、增加刮料吹扫装置和加设清料装置等[5-10]。在众多防治措施中,更换衬板是最行之有效且操作性强、成本低廉的方式之一。济钢 320 m2 烧结机一次圆筒混合机尼龙衬板更换为柔性陶瓷衬板后,混合机粘料少、设备运行稳定,制粒效果得以保证[11]。莱钢分公司炼铁厂105 m2 烧结机三次圆筒混合机采用稀土含油尼龙衬板替代普通尼龙衬板,同时增加导料板及逆流斜筋,以及莱钢型钢炼铁厂 265 m2 烧结机的 2 台混合机均由高分子聚乙烯衬板更换为耐磨自润滑含油尼龙衬板,改造后其防粘和制粒效果明显改善,设备故障率降低[12]。目前有关圆筒混合机衬板改造的研究,几乎都仅限于衬板的安装方式和更换后现场效果的分析,而对于衬板表面性质和不同衬板的防粘性能没有进行深入的研究。因此,实验室条件下的衬板基础性能研究将对现场改造具有指导意义。
涟钢四烧一次圆筒混合机粘料严重,粘结层最厚部位可达 1 m 以上,清理周期不足一周,针对该问题,在实验室条件下研究了 4 种典型材质衬板的表面性质,并进行粘料模拟试验,对比了不同衬板性能的优劣,以期解决涟钢四烧圆筒混合机恶性粘料问题,为提高烧结矿碱度稳定率和利用系数提供保障。
1 研究内容及方法试验
所研究衬板有 4 种,其分别为原始橡胶陶瓷衬板(涟钢四烧初期使用衬板)、小陶瓷衬板、新型橡胶陶瓷衬板和高分子材料衬板。研究主要分为衬板基础性能和粘料性能两部分。
1. 1衬板接触角
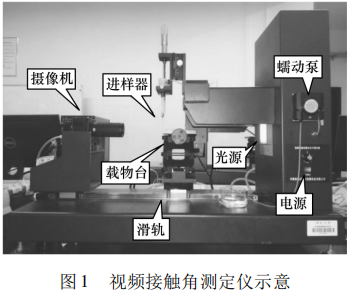
接触角是润湿程度的量度,指在气、液、固三相交点处作气 - 液界面的切线,此切线在液体一方与固 - 液交界线之间的夹角。衬板接触角是表征衬板表面性能的重要参数,采 用JY-82视频接触角测定仪(图 1)进行检测。
接触角测量及液滴形貌拍摄方法:采用悬滴法进行测量,实验液滴为去离子水,设置水滴体积为5 μL,将切割好的衬板样品平放在载物台上,通过微机控制调节至合适焦距和清晰度,将去离子水滴到测试样品表面,测试接触角,保存液滴在矿物表面的铺展形貌,再用软件对接触角进行测量。每个样品测 3 组数据,取平均值。
1. 2圆筒混合机粘料性能模拟试验
为模拟现场圆筒混合机内物料与衬板间的粘附过程,实验室内以10 kg 相同配比混合料从1 m 高处分别落向不同衬板 20 次,同时每落一次将衬板翻转 360°,记录衬板上物料的单位面积粘附量。单位面积粘附量计算公式为

式中: γ 为各单位面积粘附量,kg /m2 ; m 为粘附于衬板的矿粉质量,kg; A 为衬板的有效面积,m2。
2试验结果及分析
2. 1 衬板基础性能
为方便研究讨论,分别对 4 种衬板进行编号,其基础性能和宏观形貌分别如表 1 和图 2 所示。
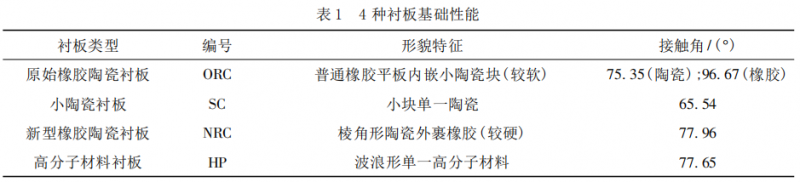
由表 1 可知: SC 接触角最小(仅 65. 54°), 其亲水性也最好; ORC 中橡胶材料的接触角较 大(达到 96. 67°); 其余材料接触角均在 75° ~ 79°之间,无太大差异。由图 2 衬板宏观形貌可以看出: ORC 和 NRC 中均存在较多细小卡缝,ORC 衬板中橡胶材料占主导,陶瓷块较小且硬度小,而 NRC 以陶瓷材料为主,存在纯陶瓷材质折角,硬度大; SC 为单块小尺寸纯陶瓷材料,表面平滑无棱角和卡缝; HP 呈波浪形且单块尺寸最大,表面平滑。
在原始混合料落入筒体产生粘结现象时,基本的粘结力除固 - 液 - 气三相界面上的毛细力外,还存在颗粒相对运动时桥液产生的粘滞作用力以及静电力、范德华力和磁力的合力。
由于外部水分的存在,且颗粒间距随物料粒度的减小而减小,水化颗粒更易靠近,上述 3 种作用力进一步增强,同时细粒级物料的润湿热大小与接触角降低(表面亲水性增大)的顺序相一致[13],因此细粒级粉容易粘附,而且粘附强度高。此外,由于相同粒级中比重大的物料所受机械力大,在粘性物料或其他促进粘结的条件存在时,这部分物料更易发生粘结,因此,存在折角或卡槽的衬板将使粘结程度进一步恶化。
2. 2 衬板粘料性能
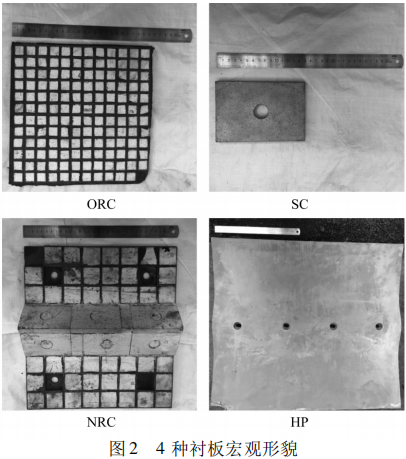
对 4 种衬板进行圆筒混合机物料与衬板粘附过程模拟试验,结果如图 3、4 所示。
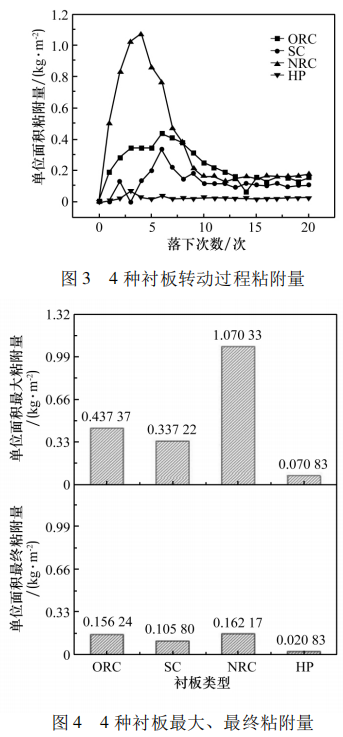
由图 3、4 可知: ORC、SC、NRC 和 HP 的粘附量分别在第五次、第六次、第四次和第三 次落下时达到最大值,后趋于稳定; ORC 的最大粘附量高达 1. 070 33 kg /m2,而 HP 的最大粘附量仅为 0. 070 83 kg /m2,其最终粘附量也远小于其他 3 种衬板。这主要受衬板的宏观形貌影响: HP 呈波浪形,起到提升物料作用的突出 部分是圆滑的曲面,不容易发生卡料; ORC 陶瓷块与橡胶间接缝过多,而 NRC 更是存在较多易卡料的折角和细缝,粘料最严重; SC 表面平滑,但其接触角小亲水性较好,可能导致一定程度粘料。因此,4 种衬板性能优劣: HP > SC> ORC > NRC。考虑实验室模拟结果,一混圆筒混合机粘料严重部位推荐使用 HP 或 SC 即高分子材料衬板或小陶瓷衬板。
涟钢四烧一次圆筒混合机使用 ORC 时粘料情况严重,其粘料厚度一周内可达1 m,清料周期极短。在采取了适当降低烧结混合料碱度、优化加水方式和生石灰提前消化等措施均无明显效果后,考虑衬板耐磨性及更换成本问题,将圆筒混合机粘料严重的进料口处更换为小陶瓷衬板,更换后已基本解决了圆筒混合机的粘料问 题,其清理周期从 1 周延长至 2 个月以上。
3 结 论
通过对 4 种衬板性能的研究,得出其性能优劣为:HP > SC > ORC > NRC。在采取了适当降低烧结混合料碱度、优化加水方式和生石灰提前消化等措施均无明显效果后,根据实验室研究结果,将涟钢四烧一次圆筒混合机粘料最严重的进料口处更换为小陶瓷材质衬板,基本解决了圆筒混合机的恶性粘料问题。更换衬板以来,圆筒粘料明显减少,清理周期从 1 周延长至 2 个月以上。
参考文献
[1] 高为民,王树同,周取定 . 改善烧结圆筒混合机制粒工艺参数的研究[J]. 钢铁,1995,30(4):1 - 5.
[2] 钱同福. 南(京)钢烧结厂二次圆筒混合机的改造[J]. 烧结球团,2004,29(3):44 - 46.
[3] 阳亮,杨开怀 . 九钢烧结抑制圆筒粘料生产实践[J]. 江西冶金,2017,37(6):4 - 8.
[4] 李鹏 . 抑制圆筒混合机粘料的措施[J]. 河北冶金,2015(3):55 - 57.
[5] 唐建祖 . 新型圆筒混合机在线清料装置的开发与应用[J]. 烧结球团,2012,37(2):29 - 31.
[6] 彭元飞,王亮 . 减少混合机粘料的探索与实践[C]/ /2015年第三届炼铁对标、节能降本及相关技术研讨会论文集 . 宁波:河北省冶金学会,2015:322 - 326.
[7] 廖敏,陈军 . 圆筒混合机衬板的改进[J]. 烧结球团,2010,35(6):51 - 53.
[8] 袁平刚,王挽平,张晓东,等 . 混合机在线清料装置的研发与应用[J]. 烧结球团,2016,41(1):20 - 22;56.
[9] 张光明,曾磊,王治华,等 . 圆筒混合机清壁装置的设计[J]. 冶金设备,2012(5):78 - 80.
[10] 李建忠 . 柔性陶瓷衬板在圆筒混合机上的应用[J]. 天津冶金,2017(1):46 - 47.
[11] 孙其奎 . 莱钢 105 m2 烧结机三次混合机衬板改造[J].山东冶金,2015,37(1):79.
[12] 高志强 . 混合机衬板改造[J]. 烧结球团,2013,38(3):19 - 21.
[13] 姜涛 . 铁矿粉造块学[M]. 长沙:中南大学出版社,2015