
PROFIBUS-DP远程智能从站技术在高炉炉顶上料控制系统的改造与实现
马王君 彭雅璐
(陕钢集团汉中钢铁有限责任公司)
摘要:高炉布料装置是炼铁生产中的重要设备,布料的准确性直接影响炉内还原反应效率和炉况稳定,其炉顶控制系统控制炉顶液压站、挡料阀、上密封阀、料流阀、下密封阀、均压阀、放散阀、布料器、温度检测、压力检测等设备,确保这些设备的正常运行,是保障高炉生产稳定顺行的基石。相应控制系统控制部分设在炉底配电室PLC柜,输入信号和输出信号都需通过200米做有点电缆传输。随着电气元件及其线路的老化,压降、信号干扰、软故障、故障频发等问题,造成高炉休风事故(发生煤气爆炸和煤气中毒故),严重影响高炉的正常安全生产。因此深入研究串罐无料钟炉顶上料控制系统的PROFIBUS-DP远程智能从站技术特点,通过现场I/O和光纤替代数量巨大的控制线路,杜绝由于控制部分故障造成的高炉休风事故,对于维持高炉顺行、降低高炉能耗均具有决定性的作用。
关键字:上料控制系统;PROFIBUS-DP;PLC从站;光纤通信
1 高炉上料系统简介
高炉布料装置是炼铁生产中的重要设备,布料的准确性直接影响炉内还原反应效率和炉况稳定,尤其是在超大高炉布料系统,陕钢集团汉中钢铁股份有限责任公司1#高炉采用无料钟串罐式炉顶,其炉顶控制系统为西门子S7-400H冗余控制系统,控制炉顶液压站、挡料阀、上密封阀、料流阀、下密封阀、均压阀、放散阀、布料器、温度检测、压力检测等设备,确保这些设备的正常运行,是保障高炉生产稳定顺行的基石。相应控制系统控制部分设在炉底配电室PLC柜,输入信号和输出信号都需通过200米做有点电缆传输。随着电气元件及其线路的老化,压降、信号干扰、软故障、故障频发等问题,造成高炉休风事故(发生煤气爆炸和煤气中毒故),严重影响高炉的正常安全生产。因此深入研究串罐无料钟炉顶上料控制系统的PROFIBUS-DP远程智能从站技术特点,通过现场I/O和光纤替代数量巨大的控制线路,杜绝由于控制部分故障造成的高炉休风事故,对于维持高炉顺行、降低高炉能耗均具有决定性的作用。
2 原系统存在的问题
西门子PLC S7-400H系统,设置在炉底配电室PLC柜,输入信号和输出信号都需通过200米做有点电缆传输,随着电气元件及其线路的老化,压降、信号干扰、软故障、故障频发等问题, 1#高炉炉顶上料控制系统主要由以下几部分组成:①油泵控制回路;②液压站现场检测及保护系统;③密封挡料系统(包含挡料阀、上密封阀、下密封阀、均压、放散等现场执行机构);④料流调节控制系统等四部分组成,这几部分之间电气线路互为交叉,任何一个点出现问题(如继电器触点接触不良),将影响整个控制回路不能正常工作,高炉上料中断。原电气控制系统整体设计冗繁,外部继电器控制线路复杂,故障频繁,且故障排查、处置起来费时、费力,随着电气控制系统电缆线路及电气元器件的老化,同时1#高炉自控系统较为落后,程序设计繁琐漏洞多、可读性差,对1#高炉的正常生产造成较大隐患。
3 PROFIBUS-DP远程智能从站技术在高炉炉顶上料控制系统的改造与实现和具体方案的实施
此次改造在优化原控制系统的基础上采用PROFIBUS-DP远程智能从站技术,在高炉炉顶设置西门子PLC从站,由光纤通信替代繁琐的控制线路。Profibus的传输速率为9.6K~12Mbps,最大传输距离在9.6K~187.5Kbps时为1000m,500Kbps时为400m,1500Kbps时为200m,3000K~12000Kbps时为100m,可用中继器延长至10km。其传输介质可以是双绞线,也可以是光缆,最多可挂接127个站点。PROFIBUS-DP远程智能从站技术,解决了分散控制机其远程控制中控制线路长,故障点多等问题。利用OLM光纤链路模块将Profibus-DP信号转换为光电信号,利用光纤远距离传输,达到远程稳定控制的效果。
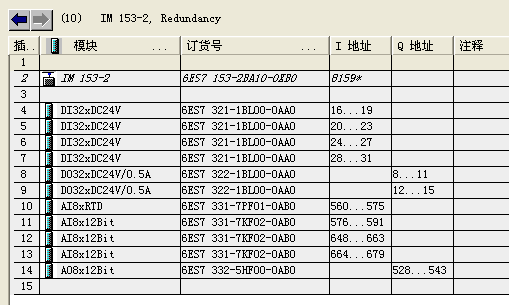
高炉炉顶设置西门子PLC分站10号站,炉顶10号分站置于液压站旁的PLC室内,PLC室的防尘和降温都做了处理确保PLC系统的使用环境;在原8号站和9号站之间增加双光口OLM(OLM光纤链路模块)模块两块,并有不同路线辐射两根4芯多模光纤到炉顶10号分站,炉底和炉顶四块OLM组成双冗余网络;分站下组态模块为冗余IM153-2模块型号6ES7 153-2BA10-0xB0,两块IM153-2模块互为冗余,一路通信出现问题,直接切换到另一路使用;分站使用背板总线模块,支持模块热插拔;其中SM模块有4块32位数字量输入模块其型号为6SE7 321-1BL00-0AA0、2块32位数字量输出模块其型号为66SE7 322-1BL00-0AA0、1块8通道热电阻模块其型号为6SE7331-7PF01-0AB0、3块8通道模拟量输出模块其型号为 6SE7 331-7KF02-OABO、1块8通道模拟量输出模块其型号为6SE7 332-5HF00-0AB0.为确保信号的稳定性和可靠性,数字量输入和数字量输出信号均经过柜内中继,模拟量输入和模拟量输出信号均安装信号隔离器。
图1 10号分站硬件组态
 |
自动化控制系统为西门子S7-400H系统,使用编程软件为STEP5.5SP4,HMI使用的西门子WINCC7.0.进行硬件组态,组态IM153-2模块6ES7 153-2BA10-0xB0时需下载最新硬件更新包在HW Config——选项——安装HW更新中完成硬件更新。组态IM153-2模块设置PROFIBUS-DP地址为10,波特率为1.5Mbps。
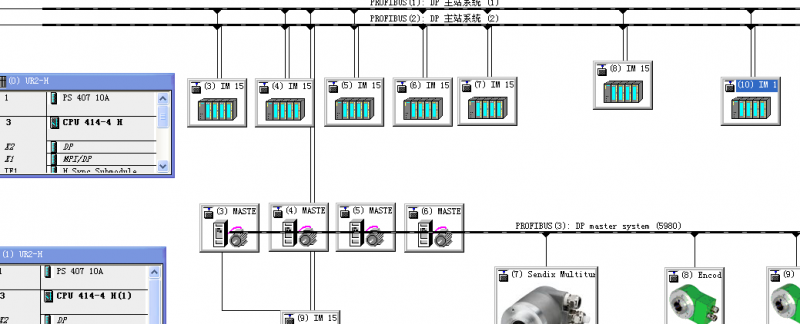 |
图2 10号站的设置
在10号分站设置PLC柜、中继柜、液压站控制柜,利用PROFIBUS-DP远程智能从站技术炉顶设备信号直接进入10号分站;增加炉顶液压系统的信号检测,把压力、温度、液位等数据显示到HMI,并根据工艺要求设置各报警点。优化原控制系统,重新对炉顶上料控制系统设计、施工、程序编写及其打点调试,结合以往故障原因,做到最优设计。增加状态诊断功能,能清楚的监控的设备的运行状况和运行情况。通过改造后,原复杂的外部控制系统得到精简优化,液压站传感器检测及保护系统得到完善、程序优化消除漏洞和优化控制、状态诊断系统的增加、炉顶密封挡料系统和料流调节系统各为单独子系统,各系统互不干扰,从根本上改变之前1#炉顶上料系统故障频繁的情况,为高炉的正常生产提供保障。
4 结束语
汉钢公司1#高炉上料控制系统自2018年实施“PROFIBUS-DP远程智能从站技术在高炉炉顶上料控制系统的改造与实现”以来,2018年炉顶上料控制系统故障由2017年的18起降到2起,设备运行安全可靠性显著提高。实践证明,PROFIBUS-DP远程智能从站技术在高炉炉顶上料控制系统的改造与实现有效解决了从根本上改变之前1#炉顶上料系统故障频繁的问题。
参考文献
[1] 李新创,施灿涛,赵 峰.工业4.0”与中国钢铁工业[J]. 钢铁, 2015(11): 1-12.
[2] 蔡方伟,吴章维,刘珧,魏成文. ControlNet/DeviceNet现场总线技术[J].宝钢技术,2001: 34-38.
[3] 王新东,闫永军.智能制造助力钢铁行业进步[J] .冶金自动化,2019,43(01) ,1-5.
[4] 刘文仲.关于中国钢铁工业智能制造的思考[J] .冶金自动化, 2018,42(07) ,1-6.
[5] 孔彦虎等. Profibus_PA 总线技术在酒钢碳钢仪控系统中的研究与应用[J].工业仪表与自动化装置, 2018,(06),89-93.
[6] 王忠华等. 承钢中宽带生产线工业网络应用[J] .冶金自动化, 2010,S2 ,761-763.
[7] 吉顺平.西门子现场总线通信原理与应用[M].北京:机械工业出版社, 2009.
[8] 夏江波. 基于DeviceNet 现场总线技术的高炉炉顶控制系统[J].电气传动自动化, 2016,38 ,(06),34-36.