
宋吉锁,何海龙,刘鹏飞,孙群,李伟东,乔冠男
(鞍钢股份有限公司炼钢总厂,辽宁 鞍山 114021)
摘要: 针对鞍钢 KR 法脱硫效果不好的问题开展了工业试验, 得出了搅拌桨的最佳浸入深度是 1.5 m,据此建立了 KR 脱硫浸入深度模型。 应用新模型后,铁水预处理脱硫效率提高到94.2%,脱硫粉剂消耗降至 6.4 kg/t 铁。
关键词: 铁水预处理;KR 法脱硫;浸入深度
随着用户对钢材质量要求的日益提高, 特别是电工钢和高级别管线用钢均要求成品硫含量小于 0.003 0%,因此,各钢厂对铁水预处理越来越重视。 KR 搅拌桨是搅拌脱硫动力学条件改善的关键,搅拌桨的转速、浸入深度、搅拌形式对脱硫效率均会造成极大的影响。 尤其是搅拌桨浸入深度,对铁水罐内的流场起到决定性作用, 浸入深度过深或过浅,脱硫效果都不好,浸入过深铁水形不成漩涡,不能和脱硫剂充分混匀;过浅则铁水容易喷出铁水罐造成洒铁事故。 文献[1]认为搅拌桨最佳浸入深度为 1.25~1.45 m,文献[2]则认为最 佳 的浸入深度为 1.1~1.3 m。 鞍钢 2015 年 1 月投产了两套 KR 脱硫系统, 通过铁水罐浸入深度试验得出最佳浸入深度,并通过测液面的方式,编制出一套 KR 脱硫系统搅拌桨最佳浸入深度的计算模型,应用后铁水预处理脱硫效率得到提高。
1 国内外 KR 搅拌桨浸入深度的研究情况
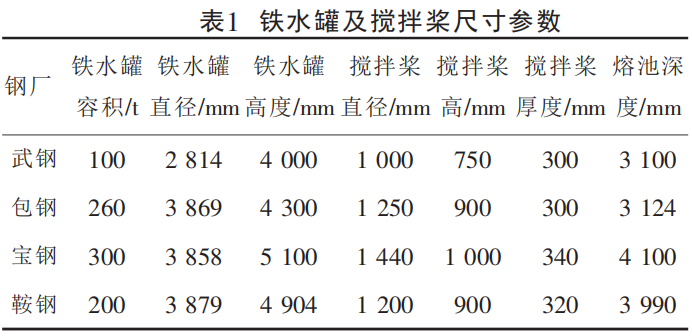
KR 搅拌桨的最佳浸入深度与搅拌桨的尺寸、铁水熔池的深度、铁水罐的形状均相关,所以国内外钢厂均按照物理学的相似原理, 基于本厂的设备条件, 以一定的比例通过物理模拟研究搅拌桨的最佳浸入深度。 表 1 为铁水罐及搅拌桨尺寸参数的研究情况。
武钢研究院基于武钢二炼钢 100 t 铁水罐,采用聚乙烯泡沫模拟脱硫剂,研究了搅拌器转速、搅拌器浸入深度、 搅拌器桨叶结构以及搅拌器与搅拌罐直径比对聚乙烯泡沫卷吸深度的影响规律[3]。
研究结果表明, 提高搅拌器转速可以增强泡沫粒子的卷吸深度,增大搅拌器直径有利于提高液面的卷吸能力,液面明显上升。 研究还表明,在不同的实验条件下,搅拌器存在一个最佳的浸入深度。田广亚、徐强等[4]对宝钢浦钢公司的 KR 铁水预处理脱硫过程进行水模研究, 实验容器和现场铁水罐采用 1∶5 的比例,实验采用测定熔池模拟铁水包中(水溶液)电导率的方法来测量最短混匀时间,考察搅拌桨的转速、浸入深度、搅拌桨位置对混匀时间的影响。 结果表明,混匀时间随着搅拌桨浸入水中深度的增加而减小,但是当浸入深度达到270 mm(即现场浸入深度 1.2 m)以后,继续增加深度,混匀时间基本不再变化。 Ryutaro SHIBA 等研究认为[5],在搅拌器转速不变的前提下,随着搅拌器插入深度的减小,罐内脱硫剂分散度提高,固液传质系数增加。
鞍钢 200 t 铁水罐型和搅拌桨尺寸与其它钢 厂不同,在前期搅拌器叶片尺寸、叶数、搅拌桨转 速已经优化完成的情况下, 进一步优化了搅拌桨 的浸入深度。
2 基于200 t 铁水罐浸入深度的试验
2.1 试验原理简介
浸入深度(搅拌桨下沿距铁水液面的高度)影 响脱硫剂的混匀效果,影响脱后成分的均匀性,研 究浸入深度必须研究 KR 脱硫的铁水流场。 铁水 环流示意图见图 1。
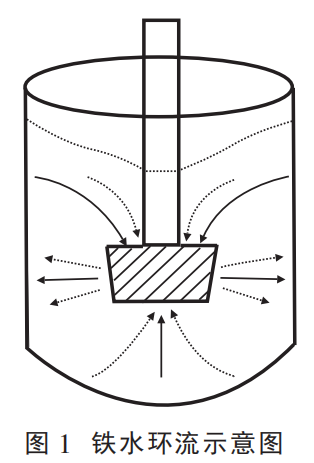
由图 1 看出,KR 机械搅拌脱硫是将十字形的搅拌桨浸入铁水液面一定深度, 高速旋转带动铁水也随着高速旋转,随着搅拌桨的转动,搅拌桨周围流体沿着桨径向铁水罐侧壁流动, 流体碰到侧壁后分成两部分,分别向上和向下继续运动。 搅拌桨附近由于流体的排出压力降低, 向上运动的流体由于压差和重力的作用, 形成返回搅拌桨上方的环流。 而向下运动的流体在压差作用下也返回搅拌桨处,形成搅拌桨下方的环流。 返回的流体由于搅拌桨转动的作用形成循环, 流体流动沿搅拌桨对称分布。
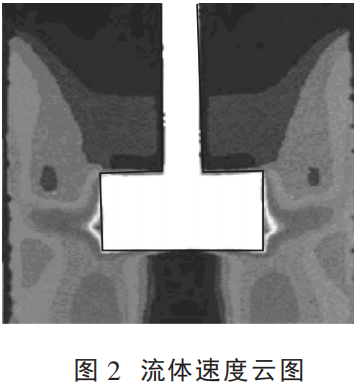
图 2 为流体速度云图。 搅拌桨两侧灰色部分是铁水流动的高速区, 搅拌桨桨叶上部区域和搅拌桨下部黑色区域是铁水流动的低速区域, 同时在搅拌桨边缘靠近铁水罐边缘部分形成湍流,是脱硫剂混匀的最佳区域。 只有保证铁水高速区域灰色部分面积最大, 搅拌桨下部铁水流动速度最小的黑色区域(通常认为是死区)面积最小,脱硫剂才能达到最佳的混匀效果。 在脱硫剂稳定的条件下,工业试验以脱硫效率最高、脱硫粉剂消耗最低、搅拌桨底部结瘤最小时为最佳浸入深度。
2.2 试验结果及分析
试验了 1.4、1.5、1.6 m 三个浸入深度。 每个搅 拌桨从上线开始直至报废下线, 统计脱硫效率和 脱硫剂消耗。 浸入深度试验结果见表 2。
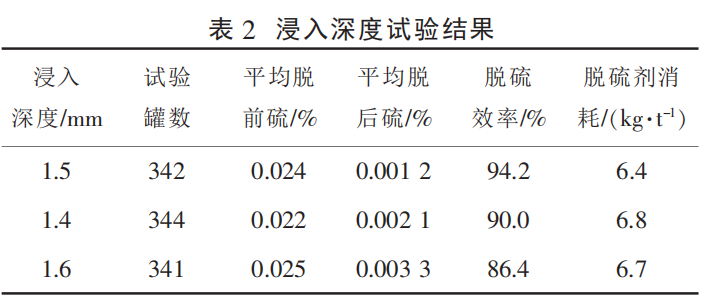
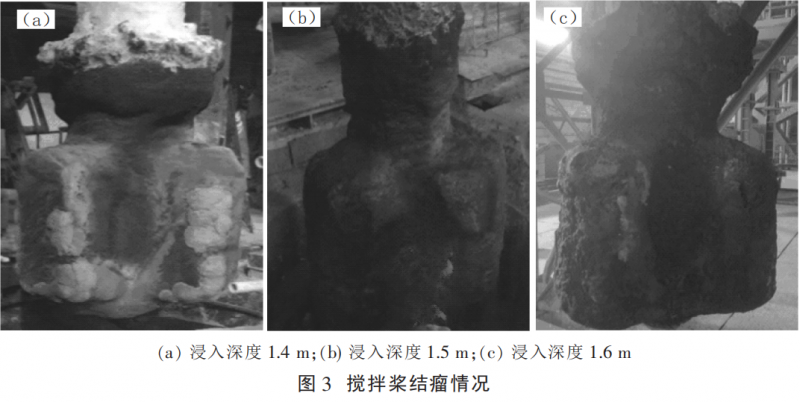
由表 2 看出,浸入深度为 1.5 m 时,脱硫效率最高,为 94.2%,脱硫剂消耗最低,为 6.4 kg/t。三个 浸入深度的搅拌桨结瘤情况见图 3。 由图 3 看出, 浸入深度为 1.4 m 时搅拌桨结瘤最严重,1.6 m 时 次之,1.5 m 时搅拌桨基本上不结瘤。
本次试验得出结论, 浸入深度 1.5 m 时脱硫 动力学条件最好,脱硫剂混匀效果也最好,没有发 生脱硫剂在搅拌桨轴部和底部结瘤现象。 因 此 认为,鞍钢 200 t 铁水罐 KR 脱硫的最佳浸入深度 是1.5 m。
3 浸入深度模型的开发
3.1 熔池深度的精确测定
鞍钢 200 t 铁水罐出铁量为 190~205 t, 出铁 量不同,铁水罐耐材的侵蚀程度不同,熔池深度也 不同, 原设计模型的熔池深度是通过铁水量的变 化理论计算得出, 没有考虑铁水罐耐材侵蚀造成 的铁水罐容变大, 必须准确测量铁水熔池深度才 能准确计算出下桨深度。 图 4 为熔池深度示意图。
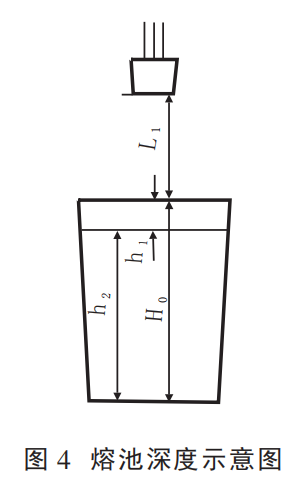
图 4 中,L1 是 待 机 位 时,搅 拌 桨 下 沿 距 铁 水 罐 上 沿 的 距 离 ,L1=2 750 mm;h1 是 铁 水 净 空 ;h2 是铁水熔池深度 ;H0 是 铁 水 罐 内 径 高 度 ,H0=4 904 mm。 搅拌桨的下沿距离铁水罐底的距离 是 L1+H0=7 654 mm。 熔池深度 h2=7 654-L1-h1。 h1 随着铁水量的变化和铁水罐耐材的侵蚀程度变 化。 目前没有精密设备可以准确测量出铁水罐的 净空,可以通过搅拌桨的行程测出 h1,搅拌桨的待机位时零点即 0 mm。 搅拌桨向下运行到搅拌桨下 沿接触到铁水液面记录此数码,此时的数码减去 2 750 就是 h1,用 7 654 减去此时的数码就是 h2。
3.2 下桨深度的确定
工业试验确定了 200 t 铁水罐 KR 脱硫的最 佳浸入深度是 1.5 m, 精确测定铁水熔池深度后, 可以精确计算出 KR 脱硫的下桨深度。 KR 脱硫的 下桨深度应该是 L1+h1+900+600 (900 是搅拌桨叶 片高度,600 是搅拌桨在工作位时搅拌桨上沿距离 铁水液面的距离)。
3.3 浸入深度模型的编制
为了方便操作,把 3.2 中的 900+600=1 500 定 义为 KL,L1 是固定值,h1 是变化值,不能直接测出 h1,可以测出 L1+h1 的和,把确定 L1+h1 和的过程定 义为测液面过程, 把 L1+h1 的和定义为液面高度。
下桨深度=液面高度+KL。 每一罐脱硫铁水只要测 出液面高度就可以准确得出下桨深度。 具体测液 面的方法如下:
(1) 将搅拌桨沿一个桨叶楞的位置从下向上 鱼鳞状的涂上耐火泥。
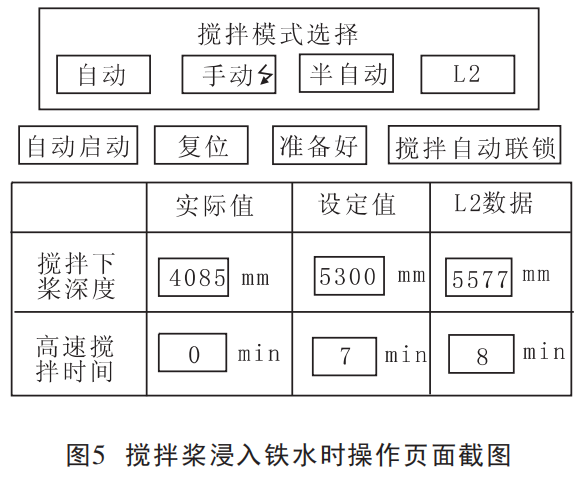
(2) 将搅拌桨浸入铁水里 (接近 1/3 的位置) 记录此时的数码。图5 为搅拌桨浸入铁水时操作页 面截图。
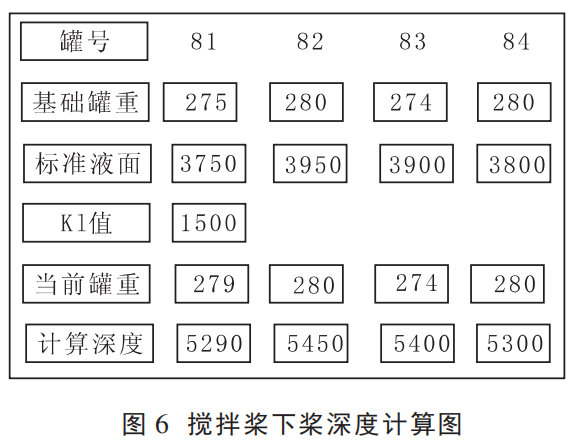
(3) 搅拌桨抬起, 测量搅拌桨浸入铁水的深 度, 搅拌桨从待机位到搅拌桨下沿接触铁水的实 际数码等于搅拌桨浸入铁水里时的数码减去搅拌 桨浸入深度。 这个数码称为本罐铁水的液面高度。 然后在计算机一级程序上做出搅拌桨下桨深度计 算图,见图 6。 把对应罐号的铁水量输入就可以得 出下桨深度,再根据脱硫的操作画面,则整个搅拌 桨的浸入深度模型编制完成。
4 模型的应用效果
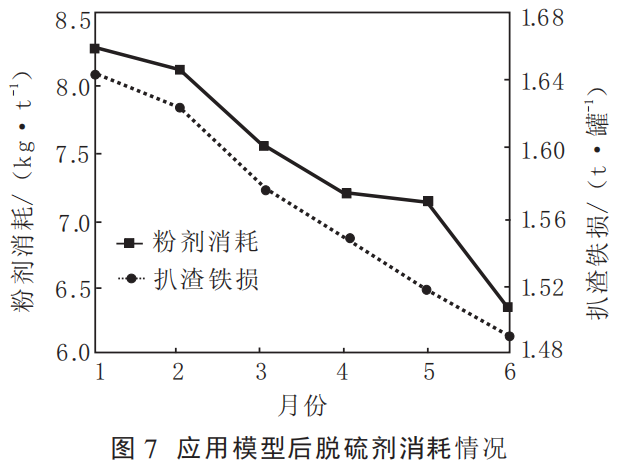
2018 年 1 月应用了该模型, 应用新模型既解 决搅拌桨结瘤问题,又从根本上杜绝了浸入深度过 浅造成铁水喷溅导致的铁水损失。 1~6 月份脱硫 剂的消耗情况及扒渣铁损情况见图 7。从图 7 中可 以看出,脱硫剂消耗持续降低,从 1 月份的吨铁最 高消耗 8.286 kg 降到 6 月份的 6.340 kg,降幅达到 23%。 扒渣铁损降低了 0.16 t/罐, 降低幅度接近 10%。 此期间工况相同,分析扒渣铁损降低的原因 认为, 一部分是粉剂消耗降低, 按脱硫渣含铁量10%计算,粉剂消耗降低 23%,由此带来扒损降低 应该是 23%×10%=2.3%,所以,减轻铁水喷溅降低 了 7.7%的扒渣铁损。
5 结论
(1) 工业试验得出, 鞍钢 200 t 铁水罐 KR 脱 硫系统搅拌桨插入深度为 1.5 m 时, 脱硫效率最 高,达到 94.2%,脱硫粉剂消耗最低为 6.4 kg/t。
(2) 通过测液面和设定 KL 值准确地计算出 每罐铁水的下桨深度, 并且直接应用在一级操作 画面上,编制出了 KR 脱硫插入深度模型。 应用新 模型后,吨钢粉剂消耗降低了 23%,既解决了搅拌 桨结瘤问题, 又降低了由于铁水喷溅问题造成的 铁水损失。
参考文献
[1] 李胜超,廖利辉,邓品团,等. 武钢 KR 脱硫工艺技术改进[J]. 钢铁研究, 2013, 41(4):39-42.
[2] 霍 自 美. 铁 水 预 处 理 KR 脱硫工艺优化实践 [J]. 宽 厚 板, 2015, 21(2):26-29.
[3] 杨锋苓, 周慎杰. 搅拌槽内单相湍流流场数值模拟研究进展 [J]. 化工进展, 30(6): 1158-1165.
[4] 田广亚,徐强,闵通 宏,等. KR 法铁水脱硫水模型实验研究 [C]∥第四届冶金工程科学论坛. 北京:北京科技大学,2005.
[5] R.Shiba, A.Uddin, Y.Kado, et al. Solid/liquid Mass transfer Correlated to Mixing Pattern in Mechanically -stirred Vessel [J]. ISIJ International, 2014 : 2754-2760.