
刘占博,赵华,徐吉国,尹德刚,李雪冬
(鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁营口115007)
摘要: 对鞍钢鲅鱼圈炼焦部2# 干熄焦风帽烧损原因进行了分析, 确定干熄焦实际料位过低和风帽挂过生焦炭是导致干熄焦风帽损坏重要因素, 提出了在干熄炉新增雷达料位计实时监控干熄炉料位代替人工定期目测观察干熄焦料位方式等的改进措施。采取措施后,有效避免了此类问题的发生。
关键词: 干熄焦;风帽;布风;烧损
干法熄焦技术具有节能、环保等优点,近年来干法熄焦在冶金工业中得到广泛的应用。干法熄焦是在干熄炉中完成, 风帽则是干熄炉的重要元件[1]。干熄炉内的供风分为风帽供风(也称为中心供风)和环缝供风两部分。熄焦用的循环气体从干熄炉底部供入,经下部的下气室、十字风道和风帽进入熄焦室中心, 同时经过上气室与干熄炉环缝供入熄焦室内, 以保证沿熄焦室内所有截面的焦炭都能被气体均匀冷却, 所以干熄炉内布风系统的结构设计是相当关键的, 而对于布风装置中的核心元件风帽的设计就显得尤为重要[2]。2013 年鞍钢股份有限公司鲅鱼圈钢铁分公司炼焦部2# 干熄焦风帽严重烧损,致使中心供风不能正常运行,在循环风量增加20 000 m3/h 时, 排焦温度仍然很高,只有减少1/3 左右排焦量,才能维持排焦温度在200 ℃以下,干熄率仅有84%,严重影响了干熄焦生产稳定,具有较大的安全隐患。文中对鞍钢鲅鱼圈炼焦部2# 干熄焦风帽烧损原因进行分析,探讨了2# 干熄焦风帽烧损的影响因素, 并提出了相应的对策。
1 干熄焦布风工艺流程及风帽功能
1.1 干熄焦布风工艺流程
干熄焦布风装置在干熄炉底部, 由中央供风和周边供风两部分组成,布风装置工艺流程见图1。
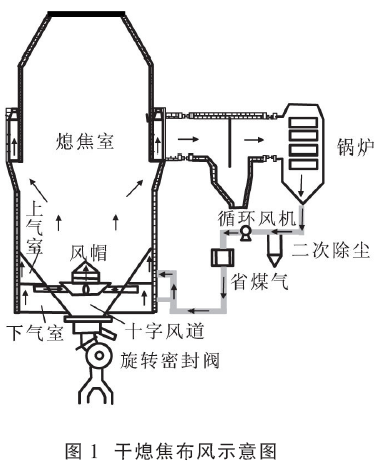
熄焦用的循环气体从干熄炉底部供入, 经下气室、十字风道,从风帽供给冷却熄焦室中心处焦炭,同时经上气室,从上锥体与干熄炉内炉墙中间的环缝供入,冷却熄焦室周边焦炭,从而保证沿熄焦室所有截面的焦炭都能被均匀冷却。
1.2 风帽功能和类型
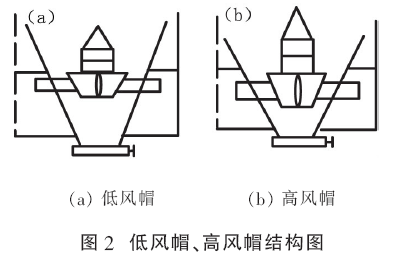
风帽安装在干熄焦冷却段下方的下锥斗中,一是起布风作用, 使循环气体能够沿径向均匀分布;二是起到支撑炉料的作用,改善焦炭在冷却室内的下降状况。风帽常见类型有低风帽和高风帽,见图2 所示。
由于干熄焦底部锥体对炉内焦炭存在阻力,干熄炉内中央部位焦炭比周边焦炭下焦快, 下焦量大,冷却时间相对较短,因此中央供风量约占到全部循环风量2/3 以上。干熄炉内风帽对提高冷却效率,降低焦炭出口温度波动,以及对干熄焦装置稳定操作起到很大的作用, 所以干熄炉内布风系统好坏, 尤其是布风装置中的核心元件风帽好坏对干熄炉内焦炭冷却效果就显得尤为重要。
2 2# 干熄焦风帽烧损情况及原因分析
2.1 2# 干熄焦风帽烧损情况
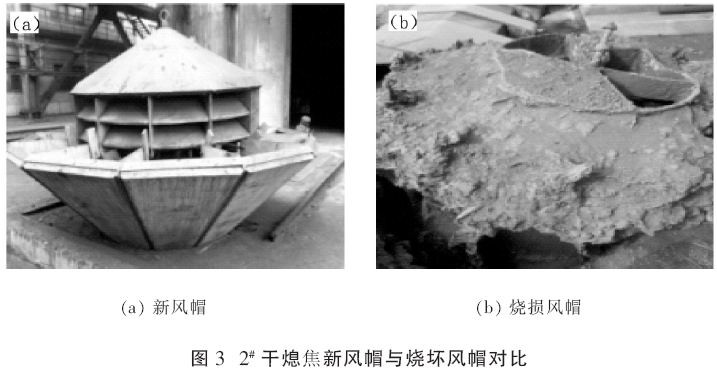
2013 年10 月份在检查干熄炉时发现2# 干熄焦风帽烧损,因此,于2014 年5 月更换了新风帽。鞍钢鲅鱼圈炼焦部2# 干熄焦新风帽和烧坏风帽对比见图3。图3(b)中风帽顶盖完全缺失,风帽中堆满焦炭,风帽整体烧损,干熄焦中央完全不能供风。
2.2 2# 干熄焦风帽烧损原因分析
干熄焦风帽采用的是普通16Mn 钢板,16Mn钢板是一种高强度的碳锰钢, 只可耐425 ℃以下高温。在正常工况下,干熄焦风帽附近干熄焦焦炭温度低于200 ℃,通常在110~160 ℃之间。因某种原因只有风帽处焦炭温度高时,才会烧损风帽,具体原因分析如下:
(1) 干熄焦γ 射线料位计利用γ 辐射源发出辐射,射线穿透焦炭时被衰减,随着干熄焦料位的变化,探测处的辐射剂量会相应的变化,但仅能实现干熄炉一点料位的检测修正, 无法连续准确测量干熄炉料位,并且由于干熄炉炉体变形,在干熄炉运行期间无法进行处理,导致料位测量不可靠,因此只能依靠人工进行观察,估计干熄炉料位,每8 h 观测1 次料位,若在两个观测期内出现干熄炉料位过低时,风帽就会露出。干熄炉装焦炭时焦炭落差高达24 m,对风帽有较大冲击力,可能会砸坏风帽顶盖,同时下落的焦炭还未经冷却,焦炭温度高达1 000 ℃, 进入风帽内部就会造成风帽烧损。
(2) 对2# 干熄焦烧损风帽处取焦炭样品做工业分析实验,发现焦炭挥发分为2.3%,正常干熄焦挥发分在0.9%~1.1%之间, 说明风帽处焦炭过生。原因是焦炉边火道处于焦炉加热最不利的部位,由于供热不足和炉门散热大等原因,造成边火道温度过低, 鞍钢鲅鱼圈炼焦部7 m 焦炉炉头平均温度均低于标准温度150 ℃以上, 使炉头部位的焦炭不能按时成熟,若焦炉热工波动大,出现大炉头(即焦炉边炉生焦多现象), 大量炉头生焦进入干熄炉内,生焦易挂在风帽处,就会造成风帽烧损。
3 采取的预防措施及效果
3.1 采取的预防措施
3.1.1 安装雷达料位计
鞍钢鲅鱼圈炼焦部在干熄炉预存段炉壳开孔安装高温雷达料位计, 实时监控干熄焦料位。干熄焦雷达料位计安装简图见图4。
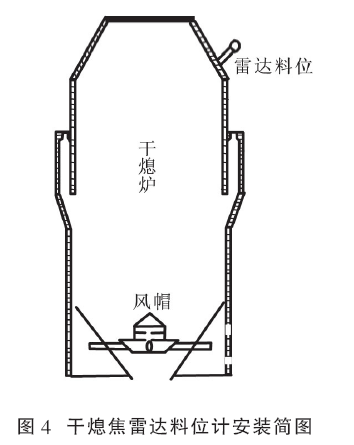
干熄焦雷达料位计由白钢保护套管、吹扫装置、导波装置和雷达主表装置组成。吹扫装置又由反吹、冷却气体保护系统等部分组成。一般情况下使用氮气吹扫, 当氮气压力低于设定值时由高温雷达吹扫控制箱自动切换到压缩空气吹扫, 不仅可避免粉尘积在雷达料位计天线上, 同时又可降低雷达料位计工作温度。由于高温雷达料位计发射的微波波束集中、波长短、穿透力强、雷达波接收面积大,有效克服了炉内物料颗粒大、粉尘大的恶劣环境造成的影响, 彻底解决了原设计用焦罐理论重量推算装焦料位和射线单点修正造成料位误差的问题,雷达料位计料位偏差为0.5 m,料位误差降低了98%以上, 可以使中控室操作人员实时监控干熄焦料位, 同时在计算机上以干熄焦风帽为零点,设定低料位、高料位和高高料位值,设置了限料位连锁停车, 杜绝了过量排焦和装满焦的事故。
3.1.2 增加焦炉辅助加热系统
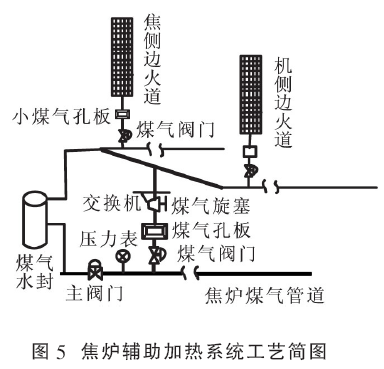
为解决焦炉边火道焦炭生的问题,7 m 焦炉新增了焦炉辅助加热系统,见图5。通过测量焦炉各边火道温度,并将此温度与标准温度进行对比,可以通过增减引入焦炉边火道的焦炉煤气量,改善焦炉炉头温度。
3.2 应用效果
(1) 增加雷达料位计后, 干熄焦料位平均控制在10~13 m, 特殊条件下料位控制在15~16 m,从根本上杜绝了出现过低料位露出风帽情况。
(2) 增加焦炉辅助加热系统后, 机焦侧平均温度提高70~90 ℃,焦炉边炉机侧平均温度为1 088 ℃,焦侧为1 130 ℃,基本达到焦炉边炉热工管理要求,“大炉头”现象没再出现,生焦挂干熄焦风帽的现象得到明显改善。
4 结语
(1) 干熄焦料位过低和焦炭过生是导致干熄焦风帽损坏重要因素。
(2) 通过雷达料位计可以实时精准掌握干熄焦料位,从而杜绝了过量排焦和装满焦的现象,可以避免焦炭高位落下砸坏风帽顶盖事故。
(3) 通过焦炉辅助加热可以改善焦炭边火道炉温状况,从而避免生焦挂风帽,导致干熄焦风帽烧损事故。
参考文献
[1] 罗扬,崔景毅,王崇云,等. HT250 灰铸铁干熄炉风帽断裂原因分析[J]. 金属热处理, 2015(8): 188-189.
[2] 宋波,冯妍卉,张欣欣,等. 干熄炉风帽供风压力损失的数值研究[J]. 热科学与技术, 2009(3): 266-267.