
许文昊,李学民王爱东,魏星光,张岭,吴元刚
(河钢集团唐钢公司,河北唐山063016)
摘要: 为提高钢包自开率,对精炼铬质引流砂的理化性能和使用环境进行研究。通过制定精炼铬质引流砂的理化指标标准、加砂管改进、合理控制钢包周转时间、钢包控渣、控制备用包投入温度、延长钢包上水口使用寿命等措施,2017 年钢包自开率平均值提高到了99. 4%。
关键词: 钢包;自开率;精炼铬质引流砂;措施
0 引言
2016 年唐钢公司一钢轧厂全年钢包自开率在97. 9% ~ 99%之间,数据波动较大。为了提高自开率,进行了提高钢包自开率研究。
1 精炼铬质引流砂成分和标准重新制定
1. 1 精炼铬质引流砂的理化性能数据采集
当精炼铬质引流砂氧化铬含量≥30% 时,钢包自开率使用情况能够满足钢厂工艺使用要求[1,2]。使用套筛对每批次精炼铬质引流砂粒度进行抽样检测,当引流砂在0. 2 ~ 1. 0 mm 之间的粒度组成在80%以上时,钢包自开率使用情况较为平稳。
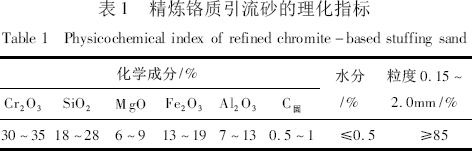
1. 2 制定精炼铬质引流砂理化指标标准
2017 年组织引流砂厂家技术人员与唐钢公司相关专家一起就精炼铬质引流砂指标进行商,制定新的理化指标标准,如表1 所示。
1. 3 精炼铬质引流砂检测措施
对每个新批次到厂精炼铬质引流砂先进行引各项理化指标检测,符合标准要求后进行使用。
1. 4 分钢种选用精炼铬质引流砂的研究
研究表明,按照冶炼工艺或钢种使用不同类型的精炼铬质引流砂,这是提高钢包自开率的有效措施。目前,普遍认为双精炼(LF + RH)、高碳钢等钢种使用按照其工艺特色制定的引流砂,对进一步提高钢包自开率、减少汽车钢在内钢坯无法自开造成的损失,具有很好的效果(相关研究正在进行中)。
2 加砂操作和生产工艺的改进
2. 1 加砂管改进
增加了加砂管的长度,确保加砂过程中精炼铬质引流砂粒度不发生偏差等问题,降低钢包自开率[3,4]。以往的加砂操作,在加砂管与加砂钢包上水口之间存在至少1. 5 m 的落差,使得精炼铬质引流砂在离开加砂管落入钢包上水口的过程中,易发生较为严重偏析现象,出现细小颗粒飞散或加入位置略偏移钢包上水口正上方,导致引流砂烧结层过厚或烧结层与钢水形成混合层。根据实际生产情况增加了加砂管长度,有效避免上述偏析现象。
同时,加砂管前端一侧焊装小铁棒,辅助加砂人员确定加砂管和加砂位置。每个加砂位置预留了1个备用加砂管,在加砂管出现弯曲变形时及时更换。
2. 2 钢包周转时间控制
根据以往对钢包不自开的研究,控制钢包整体周转时间在90 min 以内、钢包在转炉出钢→进精炼站、出精炼站→连铸开浇2 个钢包停滞等待时间20 min以内。同时分析认为,转炉出钢→进精炼站时间对钢包不自开的影响大于出精炼站→连铸开浇时间。
根据实际跟踪情况,对比不自开的钢包周转情况发现,钢包不自开的周转时间基本可以满足周转时间在90 min 以内( 未包含增加RH 工艺周转时间)。将周转时间按照不用位置分割讨论发现,转炉出钢→进精炼站、出精炼站→连铸开浇2 个钢包由于周转过程导致的等待时间内,基于停滞等待时间的延长,钢包自开率呈现下降趋势。
通过长期观察此类钢包特征发现,一旦钢包停滞等待时间增加,往往伴随钢包底部存在无法倾倒干净的残余钢水。根据该现象分析,钢包停滞等待时间增加,导致钢包底部出现冷钢、精炼铬质引流砂烧结层厚度等影响不自开的可能性增加,最终导致钢包自开率下降。
2. 3 钢包控渣
增加热修人员与天车倾倒钢包回浇余的沟通确认,保证钢包内残余钢水不具备流动情况。
3 钢包、上水口影响因素
结合以往研究结果[3],根据实际钢包备用包、更换水口与钢包自开率对比数据,发现备用包、新更换上水口钢包自开率远低于连用钢包自开率,这与钢包或上水口上线温度、水口尺寸、材质、结构等因素有关[4]。
对钢包备用包烘烤温度的,其他研究认为,钢包烘烤温度达到800℃ 以上时,对钢包自开率的影响可以忽略不计[5,6]。对此,增加了对钢包备用包进包温度的要求。
经过数据对比发现,钢包不自开发生在更换上水口后前3 次的机率达到了70%以上(上水口平均使用寿命在10 次左右),更大钢包不自开出现在更换上水口后的第一次或第二次使用。
初步分析认为,上水口更换后,加入的精炼铬质引流砂与上水口在钢包中钢水加入后因冷态转为热态,上水口自身与精炼铬质引流砂结合部位润湿性、上水口投入温度等性质有关。为此,与上水口厂家结合,改进并提高上水口使用寿命,将目前钢包上水口每次使用更换2 次改为更换1 次,减少了钢包不自开机率,同时降低了工人的劳动强度。
4 结论
(1)精炼铬质引流砂的质量是保证钢包自开率的前提,制定更细化的理化指标、使用标准、检测方案,从源头对耐材质量进行约束。
(2)对现场工艺与引流砂自开率数据比对研究后,增加了加砂管长度;在加砂管前端一侧焊装了小铁棒辅助加砂人员确定加砂管和加砂位置。上述措施,降低了现场环境对精炼铬质引流砂使用的不利影响,2017 年钢包自开率平均值提高到了99. 4%,保证了现场浇钢工艺的稳定进行。
参考文献
[1]张海波. 提高300t 钢包滑动水口自开率的研究[J]. 河北冶金,2016,(2):13 ~ 15.
[2]吴元刚. 钢包自开率影响因素分析及改进[J]. 河北冶金,2011,(12):33 ~ 34,43.
[3]王永辉,范俊岭,刘宁,等. 连铸钢包自动开浇与引流砂的关系[J]. 耐火与石灰,2015,40(2):26 ~ 29.
[4]夏春学,陆晓旭,王兆宏,等. 提高薄板坯连铸生产线钢包自动开浇率的生产实践[J]. 河北冶金,2005,(5):49 ~ 50.
[5]秦祖宏,李秋松. 连铸钢包自开率的影响因素及改进措施[J]. 武钢技术,2016,54(6):6 ~ 8.
[6]李彦明,李伟,童则明. 浅析钢包引流砂的填充方式[J]. 耐火与石灰,2015,40(3):13 ~ 15.