
李海峰
(天津钢铁集团有限公司检修分公司,天津 300301)
[摘 要] 为解决天钢 3 200m3 高炉炉体 6~8 段铜冷却壁损坏漏水问题,对高炉进行了中修,更换了 6~8 段铜冷却壁。给出了针对性强的铜冷却壁拆除及安装方案,对施工方法和具体操作过程进行了详细介绍。高炉投入生产后使用效果良好,完全达到了预期目标。
[关键词] 高炉;铜冷却壁;环形梁;吊盘
1 引言
天钢炼铁厂 3200m3 高炉(以下简称 2 # 高炉)采用了 PW 串罐炉顶、软水密闭循环、美国 UCAR小块碳砖、卡鲁金顶燃式热风炉等先进技术。为实现高炉一代寿命 15年以上,采用炉体全冷却壁方案。炉底至炉喉钢砖下沿共设置 16段冷却壁,采用了砖壁合一薄衬结构,冷却壁分为 16段共计 776块。其中 1~5段为光面灰口铸铁冷却壁,共计 254块;炉腹、炉腰、炉身下部高热负荷区域关键部位即6~10段冷却壁为铜冷却壁,共计 240块;11~16段为铁素体基球墨铸铁冷却壁,共计 282块。冷却壁采用软水密闭循环冷却系统强化冷却效果,由下至上各段冷却壁冷却水串级使用。每段 48块冷却壁,每块冷却壁有 4根进出水管,冷却水速约 1.8 m/s,合计冷却水量 6 200 m 3 /h。
2 2 # 高炉冷却壁存在的问题和解决问题的思路
2 # 高炉炉内铜冷却壁损坏漏水已威胁高炉的安全生产。从最初发现冷却壁漏水,很快陆续发展到 15根冷却支管损坏,分布于 7段 8块冷却壁上,时间不长第 6、第 8 段又有支管损坏,主要集中在6~8段炉身下部、炉腰及炉腹部位,虽然对已损坏的支管做了跳管、改开路水、安装部分铜冷却柱及局部炉外打水等处理措施,随着生产的持续运行,陆续还在产生新的漏水点,严重威胁着高炉的安全生产,为彻底消除安全隐患,公司研究决定对 2 # 高炉降料线停炉进行中修,工期暂定 40天。
因为这次中修除重点更换损坏的 6、7、8三段铜冷却壁外,还要进行扒料、风口组合砖侵蚀部位浇筑、炉体整体喷涂等工作。因此,主线更换冷却壁的时间只有不足 20天。尽管本次停炉工期短、任务重,并且主要备件铜冷却壁由于制造周期长不能在停炉前提前准备到位,但我们本着科学、合理、高效的原则,在工程组织上优化施工方案和网络计划,最大限度地在确保安全和质量的前提下保证工期,为公司的正常生产奠定基础。
3 铜冷却壁更换施工方法及步骤
3.1 铜冷却壁拆除及安装方案
3.1.1 冷却壁拆除方案
(1)由于 2 # 高炉炉体各段冷却壁冷却水由下至上串级使用,因此不能在降料线停炉后立刻断水,根据高炉工艺操作规程,第四天将炉体冷却系统停泵,之后才能进行拆除 6~8段冷却壁冷却配管的软连接;
(2)切掉冷却壁的进出水管管头,在固定螺栓处焊龙门架,安装千斤顶,将其推至炉内;
(3)冷却壁从 8段到 6段自上而下逐一拆除后,进人,利用炉顶大平台设置的 1台 5 t卷扬与16 t行车配合将所有旧冷却壁吊出并移至塄43 m平台,码齐后再用炉顶 50 t天车吊到地面倒走。
3.1.2 冷却壁安装方案
(1)改变过去同行业的传统做法,以炉头及炉喉现有设备安装孔作为固定支撑和联接点安装环形梁及炉喉保护棚,不再另外开设孔洞;
(2)在环形梁上安装 2台 5 t24 m 电动葫芦;
(3)将料面尽量铲平,从风口进入炉内拼装吊盘,用环形梁上的 2台电动葫芦升降,到位后用 8根 覬21 mm 保护绳拴紧;
(4)在第 8段冷却壁西侧炉壳开检修工艺孔,利用风口平台及塄21 m 平台制作栈桥,铺设轨道及安装小台车作为新冷却壁进入炉内安装的通道;
(5)将台车推入炉内后,用上方的电动葫芦接住吊起,再送至炉内待安装处,直接推或用 3 t倒链牵引使之贴近炉皮,把螺栓固定,调缝摘钩,卸下吊环螺栓,完成该块冷却壁的吊装。
3.2 施工前准备及安装注意事项
3.2.1 施工前准备工作
(1)吊盘炉外预组装:为满足整个中修工程的需要,吊盘不仅是冷却壁安装的作业平台,还要作为后续炉内人工喷涂的作业平台。因此,吊盘下料后在炉外预装编号,以便于从风口倒入炉内快速组装;
(2)环形梁预组装:炉喉环形梁除具备吊装功能外,还要兼具炉顶保护棚的功能,盖严以防上升管内及炉头处坠物伤人;为便于在现场快速组装,四根主梁要与中心圆筒及平台进行预组装,环形梁分三段卷制后与四根悬挂主梁要进行预组装,将接头与连接板编号标记;
(3)栈桥搭设:利用风口平台做支架,与塄21 m平台连接,做小车架及轨道,安装铜冷却壁进入炉内专用台车,周边安装临时护栏;
(4)预制千斤顶龙门架:用 20 mm 厚钢板切割预制顶冷却壁的 10 t千斤顶龙门架;
(5)由于第 8段冷却壁上方有第 9段的存在,正常的吊环螺孔在正上方位置不满足吊装要求,故订货时要求对第 8 段冷却壁在热面距上沿 1/4处增设 1个吊环螺孔,以便于新冷却壁的吊挂安装;
3.2.2 安装时注意事项
(1)铜冷却壁技术检查。新铜冷却壁到厂后全部由西场天井吊到西出铁场,有序摆放,开箱检查每一块冷却壁的合格证及出厂试压报告,根据装箱单核实辅件数量及规格,并将 M36双头螺栓及吊环螺栓紧好,做好安装前的准备工作;
(2)安装前检查铜冷却壁备件相关安装尺寸,核实配套辅件及连接件相关尺寸;
(3)对所有铜冷却壁备件按要求通球试压,压力为工作压力的 1.25倍;
(4)安装前检查套好进出水管、螺纹和测温电偶套管的氯丁橡胶密封圈;
(5)吊装过程中,进出水管、固定销、固定螺栓及测温套管不得有任何碰撞;
(6)整段铜冷却壁定位完毕后,应检查冷却壁之间的间隙、间距 30 mm 为合格,否则须进行调整,但必须保证水管与炉壳开孔间间隙大于 8 mm的要求,个别达不到要求的地方应对炉壳进行修整或适当扩大炉壳开孔尺寸。
3.3 铜冷却壁更换具体施工步骤
(1)拆除冷却配管
根据高炉工艺操作规程,停炉后第四天将炉体冷却系统停泵断水,之后拆除 5~6段、6~7段、7~8段、8~9段冷却壁的冷却配管的 DN65金属软管;然后,为便于推顶旧的铜冷却壁,将每块冷却壁的四进四出管头切掉。如图 1所示。

(2)焊接龙门架
每块铜冷却壁有四根 M36固定螺栓,在螺栓处焊接好提前预制的龙门架, (如顶时特别费力时,可制作 10 # 槽钢焊接结构龙门架。)每个门架安装 1台 10 t螺旋千斤顶(用铁丝拴好),交替用力将该冷却壁推掉落至炉内。如图 2所示。

(3)拆除 8~6段冷却壁并倒运
对铜冷却壁的拆除工作自上而下进行,先拆除第 8 段的 48 块,之后炉内进人挂钩,利用炉顶▽43m 平台设置的 1 台 5 t卷扬与 16 t行车配合将拆下的旧冷却壁吊出并移至▽43 m 平台,码齐后再用炉顶 50 t天车吊到地面倒走;然后再拆除和倒运第 7段的 48块和第 6段的 48块,直到全部倒出炉内。
(4)炉喉环形梁及保护棚安装
所有冷却壁拆除并倒运完毕后开始搭设炉喉环形梁及保护棚。经过现场多次调研论证,此次 2 #高炉中修有别于过去同行业的传统做法,不再另外开设孔洞来固定安装环形梁,而是以炉头及炉喉现有设备安装孔作为固定支撑和联接点来安装环形梁及炉喉保护棚。具体做法如下:
环形梁的四根悬挂主梁为 H300×300×10 mm型钢,利用炉喉四个十字测温法兰孔为支撑,安装时从外部经法兰孔穿入,与提前悬挂于溜槽的中心ɸ530mm 钢管联接(提前进行过预组装),找正并把紧螺栓后也将连接板满焊;利用炉头上径向半径一致的三个机械探尺导管孔穿一根 20 # 工字钢与环形梁的纵梁连接作吊点;再利用溜槽更换孔法兰两侧各安装一根 20 # 工字钢与环形梁的纵梁连接作吊点,再用 14 # 槽钢将空档处均匀铺满,焊接牢固;之后安装环形梁,接头打夹板焊接,与纵梁连接处除螺栓联接外,再满焊;在环形梁上安装 2 台5 t24 m 电动葫芦;最后再用 4 mm 花纹板在其上满铺,形成保护棚,以防止炉头及上升管内坠物伤人。如图 3所示。

(5)吊盘拼制及安装
从风口进人将料面尽量铲平,将吊盘组装材料从风口倒进炉内,在料面上拼装吊盘,吊盘为中心管加辐射状纵梁及槽钢联接的多边形结构,上铺花纹板点焊,用环形梁上的 2台电动葫芦升降,到位后用均布于 4 个十字测温法兰孔的 8 根 Ø21 mm保护绳拴紧,挂点吊耳焊在 8根均分的主梁上;吊盘在 6~8段铜冷却壁安装完毕之后的工序中仍然承担重要角色。在炉缸及风口组合砖位置浇筑作业时,吊盘是非常好的作业平台;在炉内人工喷涂作业时,与环形葫芦配合仍然是理想的升降作业平台,为整个高炉中修工程按时完工创造了条件。
(6)铜冷却壁进入炉内栈桥搭设、开检修工艺孔
利用风口平台及热风围管上层Ø21m 平台搭设制作栈桥,立支架于风口平台、在热风围管上加斜撑、加走台,铺设槽钢轨道,安装倒运铜冷却壁进入炉内的台车;同时在第 8段冷却壁西侧开设检修工艺孔(边框略大于一块铜冷却壁),作为新冷却壁进入炉内安装的运输通道;
(7)安装 6~8段铜冷却壁
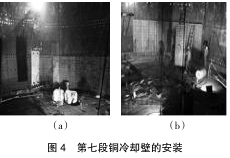
将吊盘固定在第五段风口带冷却壁上沿,首先安装第 6段铜冷却壁。用 32 t天车平吊起冷却壁放置到进出台车上,然后人工将小车缓缓推入炉内,降下上方的 5 t电动葫芦钩头,通过绳扣吊住吊环徐徐吊起,之后退出小车,将该冷却壁通过环形梁吊到待安装位置,对准管孔后,随时调整 5 t电动葫芦位置,人工将冷却壁推着贴到炉皮上,炉外的作业人员在螺栓上放垫片、旋螺母,调缝后把紧螺栓,即完成该冷却壁的安装;依次完成第 6段铜冷却壁的安装。使用 2台 5 t电动葫芦将吊盘升起到第 6段冷却壁的上沿,进行第 7段铜冷却壁的安装工作(如图 4所示)。安装第 8段冷却壁时,由于处在炉身下部向内倾斜,故往炉皮上贴近时需从炉外挂 2个 1 t倒链配合,冷却壁安装完毕后将深入炉内的轨道及支架拆掉,检修孔处冷却壁随该炉皮安装。
第 6~8段铜冷却壁安装完毕后,恢复检修工艺孔处炉皮,单面双边坡口,CO2 气保焊焊接,并随焊接做振动消除应力处理;由于 2 # 高炉炉壳采用的是宝钢产 BB503专用钢板,故选择焊丝为焊接工艺性能较好的 H08Mn2SiA,并按工艺要求,焊前用烤枪预热,焊后用保温棉覆盖缓冷。
(8)配管、通水联合试压
安装进出水管膨胀节、螺栓帽并满焊;安装进出水管 DN65软连接,对本体水系统检查无误后,通知泵站起泵,通水,联合试压,检查渗漏情况并处理直到正常。
4 检修总结
4.1 检修中的创新点
(1)以炉头及炉喉现有设备安装孔,作为固定支撑和联接点安装环形吊装梁及炉喉保护棚方式方法。
(2)在炉身下部开检修孔,利用出铁场布局和风口平台制作栈桥及台车解决冷却壁倒运进入炉内的简捷、高效、省力方式方法。
4.2 检修中的不足
本次检修中环形梁安装的 2台 5 t电动葫芦,采用的手柄按钮操作,在吊盘上操作电葫芦时,因操作手柄电缆线过长,易与固定吊盘的钢丝绳缠绕,存在安全隐患的同时影响冷却壁安装速度。针对此不足,可以将电葫芦操作由手柄操作改为遥控器操作,可以大大提高可操作行和工作效率。
5 结束语
通过这次高炉中修之后,消除了铜冷却壁损坏带来的极大安全生产隐患,2 # 高炉恢复投产后很快达产,几年来炉体冷却设备运转正常。经过生产实践证明,这次中修 3段铜冷却壁的更换方案及方法是科学的、高效的、安全的。为高炉的正常安全生产奠定了坚实的基础。
参考文献
[1] 王雄,朱宝良,彭根东.宝钢三高炉冷却壁更换施工技术[J].宝钢技术,2005,24(2).
[2] 黄发元. 马钢 2500m3 高炉炉腹冷却壁的更换[J].炼铁,2001,20(1).
[3] 蒋平,江潮. 马钢 2500m3 高炉更换铁口冷却壁的实践 [J].钢铁,1999,34(6).