
郑淑国,刘煜,王玉峰,陆安粮,朱苗勇
(东北大学冶金学院,辽宁沈阳110819)
摘要: 连铸生产中,钢包浇注末期及一个浇次结束中间包浇注末期均会发生下渣,对铸坯质量及生产顺行产生不利影响,因此严格控制连铸过程下渣非常重要。介绍了连铸过程中下渣的机理并阐述了汇流漩涡及排流沉坑的形成机理,分析了控制下渣的主要方法,并针对连铸钢包及中间包浇注过程分别阐述了典型的控制下渣技术,为连铸过程下渣控制提供理论基础。
关键词: 连铸;钢包浇注;中间包浇注;下渣控制
随着社会的进步和科学的发展, 对钢的质量要求越来越高。连铸过程中,钢包浇注末期及一个浇次结束中间包浇注末期皆可发生下渣, 下渣控制一直是困扰经济洁净钢生产的难题之一。连铸过程下渣会有很多危害, 主要有: 恶化钢水的可浇性,使水口堵塞,致使浇注不能正常进行;当钢包中含氧化铁、氧化锰和氧化硅的炉渣流入中间包以后, 会造成钢水中铝和钛等易氧化合金元素的烧损,降低合金元素收得率,且会产生夹杂物影响钢水洁净度; 铸坯中溶解铝含量下降, 中间包及大包长水口侵蚀严重, 降低包衬寿命; 钢包渣进入中间包导致中间包内熔渣聚积, 给连铸过程造成不良影响; 中间包渣进入结晶器, 不仅降低了铸坯洁净度,且易诱发漏钢。因此,为了提高铸坯质量及保证生产顺行,必须控制连铸过程下渣。
目前, 在高品质钢的连铸生产中, 为控制下渣,钢包及中间包中常采用留钢操作,这样虽满足了质量要求,但钢水的收得率低,例如某300 t 钢包利用此方法时的余钢量约9 t ( 约占钢水的3%)[1]。因此,如何在避免下渣的前提下最大限度地减少反应器内的余钢量, 是实现连铸浇注过程高效、经济控制下渣的关键。这需要对下渣机理及控制方法有全面、深入的认识。本文对连铸浇注过程的下渣机理、控制下渣方法及典型控制下渣工艺进行阐述,为连铸过程下渣控制提供理论基础。
1 下渣机理
冶金反应器排流过程中下渣有汇流漩涡下渣和排流沉坑下渣两种机制[2-5]。
1.1 汇流漩涡
钢包浇注过程中形成汇流漩涡的临界高度较高,有研究表明[5-6],钢包浇注过程发生汇流漩涡下渣的临界高度在150 mm 以上,钢包在较高液位下存在汇流漩涡下渣致使其浇注结束时余钢量往往比较大。目前,如何提高钢包浇注过程钢水的收得率是困扰许多炼钢厂的一个难题, 如何减弱甚至消除汇流漩涡是控制钢包下渣并提高钢水收得率的关键所在, 而这需要对钢包浇注过程的汇流漩涡形成机理有更加清晰的认识。
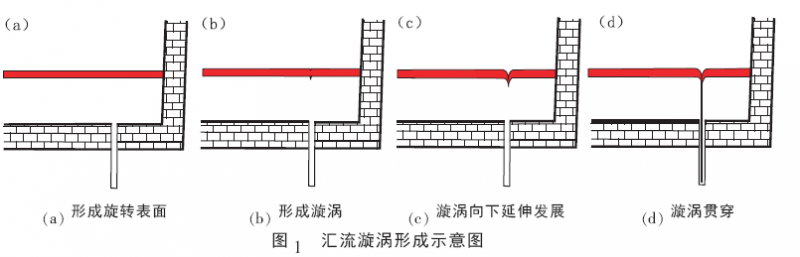
汇流漩涡是在钢包浇注过程液面下降到一定高度(一般称为临界高度)时才发生,此时,原本向出流口中心线汇流的质点开始叠加累积角速度,使移动轨迹越来越偏离直径方向, 逐渐演变成围绕水口做旋转运动, 直到最后发展成为具有强烈抽吸作用的贯通出流口的漏斗状漩涡, 钢渣随漩涡而下。一般认为,形成汇流漩涡的能量来源有3个[7-8]:① 地球自转引起的科氏力;② 流场不均匀性诱发的环流;③ 流体流出过程中自身的位能。图1 为汇流漩涡形成示意图。由图1 可以看出, 浇注过程中当钢包内的钢液面下降到一定高度时,首先在自由表面产生旋转流动,见图1(a);然后转速逐渐加快、下凹并形成漩涡,见图1(b);漩涡向下发展,见图1(c);直至贯通水口,见图1(d)。一般将刚产生旋转流动时的液面高度称为汇流漩涡形成的临界高度。
对于炼钢连铸而言, 汇流漩涡造成的下渣危害最大,是钢包下渣的最主要原因[9-11]。汇流漩涡看似一个简单的自然现象, 却是一个十分复杂的湍流力学问题, 国内外已对汇流漩涡进行了大量研究,但目前尚没有成熟的理论模型对其成因、运动规律进行精确的定量分析, 只能在某种理想假设下或结合实验研究,得到其有限的局部特征[11]。
1.2 排流沉坑
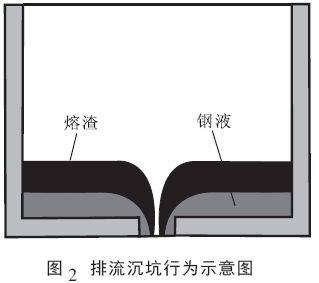
国内外同时考虑冶金反应器排流过程中的汇流漩涡及排流沉坑下渣行为的研究不多,1992 年,Sankaranarayanan 和Guthrie[12]首次明确区分了冶金反应器排流过程中汇流漩涡下渣和排流沉坑下渣的概念, 并指出汇流漩涡下渣的临界高度远大于排流水口内径, 而排流沉坑下渣的临界高度近似等于排流水口内径。显然,排流沉坑下渣的临界高度远小于汇流漩涡下渣的临界高度,故其危害相对较小,但考虑到下渣有诸多危害,因此同样需要想办法控制该下渣方式。排流沉坑是在反应器排流至末期时流体的体积流量小于排流水口的流通流量时产生的, 熔池表面的渣层会随排流沉坑进入排流水口而产生下渣。排流沉坑示意图如图2。
国内外对排流沉坑下渣行为的研究并不多。有研究表明[13],通过减小出水口内径和使包底带有一定坡度能够有效地减弱排流沉坑所引起的带渣。
2 控制下渣方法
浇注过程控制下渣的方法主要有3 种[9]:上躲法、下藏法、抑制法。
上躲法是指钢包停止浇注时钢包中剩余的钢液高度大于临界高度, 从上部躲避汇流漩涡的发生,又称为过量余钢法。这种方法的缺点是以牺牲钢水收得率为代价。传统的此类方法是人工目测法;现在各种自动检测技术已取代人工法,主要有电磁法、激光法、重力检测法、振动检测法等[14-20]。
一旦检测到下渣就关闭钢包滑动水口, 这样既避免下渣又能最大限度提高钢水收得率。但下渣检测技术侧重检测而不是控制下渣。
下藏法是局部性降低水口附近包底位置,使临界高度部位藏入该降低位置, 从下部避免汇流漩涡的生成,从而达到减少下渣、提高钢液收得率的目的。此技术效果好,投资省,且使用寿命长。在此基础上对冶金容器底部进行设计并改造, 可取得比较好的效果。但该方法需要对现有设备进行改造。
抑制法是采取措施从根本上降低产生汇流漩涡的临界高度, 推迟漩涡的发生或阻止贯通式漏斗状漩涡的形成, 从而减少以至消除汇流漩涡下渣并提高钢水收得率。此类方法主要有:抑制钢包渣进入中间包的浮游阀法, 抑制中间包渣进入结晶器的防涡器法、旋转阀法、精确控制阀法、旋转管阀法、双功能塞棒法等。
3 连铸钢包浇注过程典型控制下渣方法
3.1 倾斜包底法
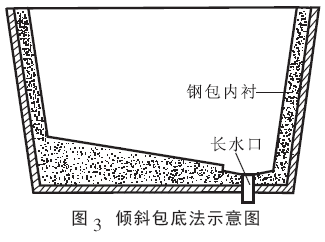
具体方法就是采用非水平的包底, 使包底向水口方向倾斜一定的角度[10],图3 为倾斜包底法示意图。在钢包浇注末期,随着液面的不断降低,由于包底的限制,液面的面积会不断缩小,虽然不能降低漩涡的临界高度, 但是钢包内的余钢量会有所减少,达到提高钢水收得率的目的。采用倾斜包底法也存在着弊端: ① 包底向水口方向倾斜,在远离水口方向上包底的耐火砖厚度要明显大于水口位置的耐火砖厚度,这使得钢包容积变小;② 采用倾斜的包底, 加大了钢包内衬的砌筑难度;③ 由于包底是倾斜的,钢包在精炼过程吹氩比较困难, 比如不同位置的吹气元件的尺寸要求不同,安装角度和吹气效果有待研究;④ 包底倾斜虽然可以减少下渣,但是浪费钢包容积,降低了钢包利用率。
3.2 浮游阀法
目前,控制钢包下渣的方法主要是浮游阀法[21],即将阀体比重介于钢水与熔渣之间的圆盘状或圆锥形的浮游阀在钢包浇注结束10 min 前投入到出钢口正上方,并以一定的张力予以调整,使之追随液位的降低而下降直至阀体塞头接触水口,进而防止了钢包浇注末期汇流漩涡的发生。浮游阀有多种形式,常见的有圆盘状、圆锥状和棱锥状, 其共同特征为浮游阀体的密度都是介于钢水与熔渣之间,配合滑动水口使用。新日铁开发的浮游阀法示意图如图4 所示。
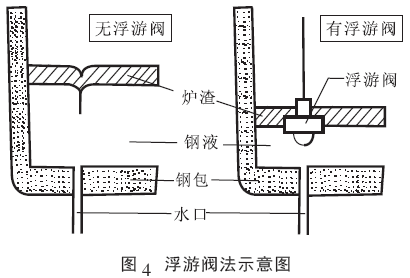
圆盘状浮游阀直径为420 mm(是水口直径的4 倍),材质为氧化铝质( 可注入铁芯), 密度为4×103 kg/m3。在浇注完毕的10 min 前投入到水口的正上方,并进行一定的调整,使其随着液位的降低而下降,直到阀体下部的塞头接触水口。这样就防止钢包浇注末期汇流漩涡的发生, 减少了流入中间包的渣量。浮游阀法存在两个问题: ① 钢包浇注过程中,随着钢包液面的下降,钢包渣层的表面开始凝固结壳,要想把浮游阀投入到钢包内,需要专门的破渣壳装置;② 浮游阀是消耗品,价格昂贵。
4 连铸中间包浇注过程典型控制下渣方法
4.1 下藏法
中间包下藏法示意图如图5 所示。
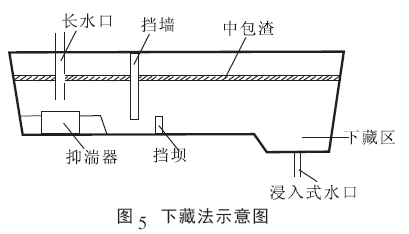
通过降低局部浸入式水口区域的高度, 以使浇注末期时, 在相等的漩涡高度条件下中间包内残余的钢水减少,达到提高钢水收得率的目的。目前很多新设计的中间包(尤其是板坯中间包)普遍采用此方法来抑制中间包浇注过程的下渣。
4.2 防涡器法
中间包防涡器法是在中间包出口上方放置一个防涡器。该防涡器将流向中间包出口的钢水流动变为直行流,从而稳定渣金界面,并抑制漩涡流的产生。防涡器如图6 所示[22],图6(b)为12 t 中间包现场试验中采用的防涡器,试验结果表明,该方法具有较好的控制下渣效果。
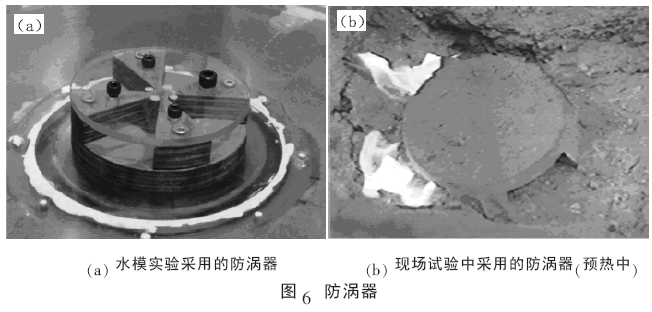
但该方法有两点不足:① 该防涡器装置会影响塞棒的使用,不适用于通过塞棒控流的中间包;② 该装置容易粘附夹杂物而被堵塞,影响连铸生产的顺行。
其它的中间包浇注过程控制下渣方法,如:旋转阀法、精确控制阀法、旋转管阀法、双功能塞棒法等, 文献[9]中已做过详细阐述, 此文中不再赘述。
5 结论
在钢铁生产连铸过程中, 钢包及中间包浇注过程的下渣控制一直是困扰洁净钢生产的难题。为提高钢水收得率, 连铸反应器内的钢水液面要尽量低,很容易发生下渣,一旦下渣会显著恶化钢水质量并影响现场生产的顺行。要想高效、经济地控制高品质钢连铸过程下渣, 需要对下渣机理及控制方法进行全面、深入的认识。通过对连铸浇注过程的下渣机理及控制下渣方法的深入分析,阐述了钢包及中间包浇注过程典型的控制下渣工艺,为连铸过程的下渣控制提供理论基础。
参考文献
[1] O. avila, R. D. Morales, L. Garcia -Demedices. Mathematical Simulation of Fluid Dynamics during Steel Draining Operations from a Ladle [J]. Metallurgical and Materials Transactions B,2006, 37(1): 71-87.
[2] 王谦, 何生平, 何宇明, 等. 减少钢包下渣提高铸坯洁净度[J]. 钢铁, 2007, 42(10): 32-35.
[3] 孙彦辉, 蔡开科, 赵长亮. 非稳态浇注操作对连铸坯洁净度影响[J]. 钢铁, 2008, 43(1): 22-25.
[4] Hojo M, Nakao R, Umezaki T, et al. Oxide inclusion control in ladle and tundish for producing clean stainless steel [J]. ISIJ International, 1996(36): 128-131.
[5] Davila O, Morales R D, Garcia -Demedices L. Mathematical simulation of fluid dynamics during steel draining operationsfrom a ladle [J] Metallurgical and Materials Transactions B,2006, 37(1): 71-87.
[6] 赵新凯, 孙本良, 李成威, 等. 40 t 钢包浇铸过程的数学模拟研究[J]. 炼钢, 2008, 24(3): 40-45.
[7] 蔺瑞, 颜正国, 刘涛, 等. 60 t 钢包浇注过程中汇流旋涡形成机理[J]. 过程工程学报, 2010, 10(4): 655-659.
[8] 蔺瑞, 颜正国, 于景坤. 钢包浇注过程汇流旋涡的物理实验[J]. 东北大学学报, 2010, 31(9): 1287-1291.
[9] 黄晔, 叶树峰, 李美明. 浇注过程的防下渣技术[J]. 炼钢,1996, 12(2): 26-31.
[10] 蔺瑞. 钢包浇注过程中漩涡下渣的产生及控制[D]. 沈阳: 东北大学, 2012.
[11] 谭大鹏, 计时鸣, 李培玉, 等. 振动式钢包下渣检测方法及其关键技术研究进展[J]. 中国科学: 技术科学, 2010, 40(11):1 257-1 267.
[12] Sankaranarayanan R, Guthrie R I L. A laboratory study of slag entrainment during the emptying of metallurgical vessels [A].Steelmaking Conference Proceedings[C]∥Toronto, 1992.
[13] 全钰嘉. 炉外精炼的发展动向[J]. 钢铁, 1989(7): 65-71.[14] 李培玉, 赵明祥. 连铸钢包下渣检测方法的研究现状与进展[J]. 炼钢, 2003, 19(3): 51-55.
[15] 连文敬. 连铸钢包下渣检测技术的发展[J]. 中国冶金, 2011,21(8): 8-11.
[16] Qiu D M. Novel continuous casting slag detection system using a single -coil sensor [J]. Scandinavian Journal of Metallurgy,1997, 26(4): 178-182.
[17] Rau H, Von Ropenack I. Application of thermographic slag detection[J]. Metallurgical Plant and Technology International,2002, 25(1): 52-55.
[18] 刘仁银, 潘炼. 电磁式测渣传感器参数检测系统[J]. 仪表技术与传感器, 2014(10): 57-59.
[19] 谭大鹏, 李培玉, 潘晓弘. 基于振动信号测量的连铸下渣检测系统[J]. 浙江大学学报, 2008, 42(8): 1399-1403.
[20] 田陆, 包燕平, 李娟, 等. 一种高灵敏性钢包下渣检测装置的研究与应用[J]. 北京科技大学学报, 2009, 31(1): 58-61.
[21] 妙中隆之, 横井真一, 溝口良平, 等. 取鍋スラグ流入防止技術の開発[J]. 鉄と鋼, 1986, 72(4): S259.
[22] Sankaranarayanan R, Guthrie R I L. Slag entraining vortexing funnel formation during ladle teeming: similarity criteria and scale-up relationships [J]. Ironmaking and Steelmaking, 2002,29(2): 147-153.