
栗红,吕志升,康伟,关勇,廖相巍,陈本文
(鞍钢集团钢铁研究院,辽宁鞍山114009)
摘要: 对比分析超低碳IF 钢浇次头坯、过渡坯和尾坯的洁净度发现,非稳态头坯洁净度远差于其它铸坯,换钢包交接坯和尾坯洁净度满足质量要求。提出了改善头坯洁净度的措施,即浇铸前中间包吹氩以减少浇铸初期钢水的二次氧化、优化中间包堰坝结构以增加中间包堰坝吸附夹杂物的能力。采取措施后,浇次头坯洁净度得到了提高,钢种夹杂废品率降低。
关键词: 超低碳钢;头坯;洁净度;夹杂物
鞍钢股份有限公司炼钢总厂生产超低碳汽车板钢时质量不稳定,出现夹杂废品,影响了产品在市场的信誉和占有率。统计分析出现废品的罐次发现,非稳态头坯出现的几率较高,表明浇次初期各种非稳定因素对头坯洁净度产生严重的影响。为弄清非稳态工艺对连铸坯的影响程度, 开展工业试验,并对该类钢的浇次头坯、过渡坯和尾坯的洁净度进行对比研究, 确定了开浇时非稳态工艺对头坯的影响程度较大。文中从控制二次氧化和提高中间包去除夹杂物能力两方面入手, 对连铸工艺进行优化, 降低了开浇初期工艺对头坯的污染程度, 为稳定超低碳钢产品质量提供了可行的技术途径。
1 试验及取样方法
以超低碳汽车板钢为研究对象, 进行一个浇次4 罐钢的工业试验。取中间包浇铸初期、中期和末期的钢样,浇次的头坯、第一罐末块坯、稳态坯、换钢包交接坯和浇次尾坯。分析方法:钢水样分析Als、T.O 和N 含量, 连铸坯分析氧氮和夹杂物指标, 比较非稳态工艺与稳态工艺下连铸坯的洁净度,研究非稳态工艺对连铸坯质量的影响程度。
2 连铸坯洁净度分析
2.1 氧氮分析结果
每罐钢中间包浇铸中期钢水T.O 含量, 第一罐为0.003 2%,其余为0.002 2%~0.002 4%。各种连铸坯的氧、氮含量见表1。其中稳态浇注为第二罐第2 块坯取样,尾坯为浇次的第4 罐。

表1 中数据表明,头坯浇铸到4.0 m 左右T.O含量仍然为0.003 6%,浇铸到第一罐末块坯时T.O含量降低到0.002 0%。试验还分析了精炼搬出到中间包浇铸初期钢水中Als 和N 的变化, 浇铸到4 m 时,Als 降低了大约25%,N 含量增加了30%~35%。精炼结束到浇铸初期钢水中Als 和氧氮含量的变化表明,浇铸过程卷入空气,钢水发生了二次氧化,开浇初期各种因素的影响对铸坯T.O含量影响长度至少4 m 以上。换罐的交接坯和稳态坯T.O 含量0.001 5% 以下。本浇次试验交接坯没有体现出钢包更换对T.O 含量的影响。尾坯的T.O 含量与稳态坯没有区别, 但N 含量比中间包钢水高0.000 8%~0.001 0%, 尾坯Als 损失24%。分析认为,浇铸末期,中间包流场变化是钢水与空气接触所致, 也可以说明浇铸末期钢水发生一定程度二次氧化,但由于末期浇铸速度降低许多,二次氧化生成的夹杂物有上浮时间, 因此T.O 含量没有明显升高。
2.2 夹杂物分析结果
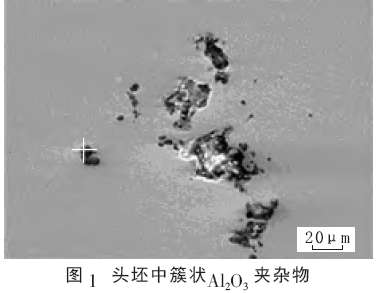
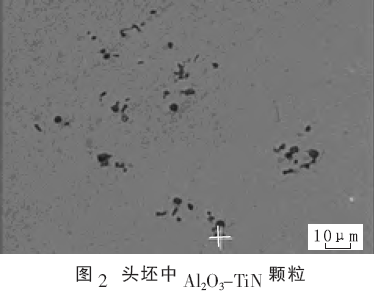
头坯中氧氮含量远高于稳态铸坯, 因此头坯中夹杂物含量高、成分复杂。显微镜下观察,与稳态坯相比,头坯中夹杂物有聚集分布的簇状Al2O3夹杂和Al2O3-TiN 颗粒,分别见图1、图2。
显微镜和SEM 观察分析限于连铸坯试样的表面, 出现几率大的夹杂物如氧化铝夹杂物容易捕捉到,但出现几率小的卷渣和耐材等外来夹杂物很难发现。因此将头坯连铸坯试样加工成Φ60 mm×150 mm 大小,采用大样电解法将大型夹杂物分离出来, 分离出的夹杂物颗粒形貌见图3和图4。夹杂物尺寸多数大于50 μm,采用SEM 能谱分析夹杂物类型。
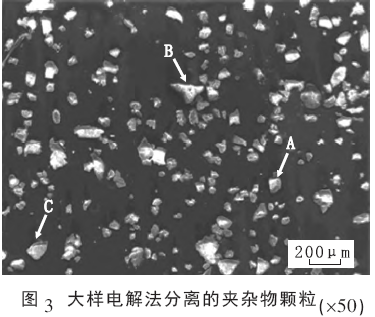
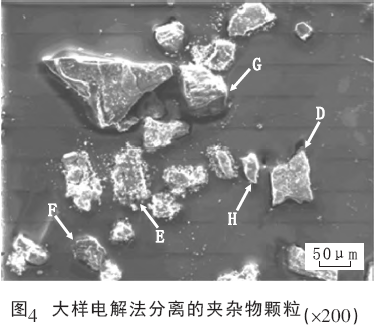
图3 中,A、B、C 颗粒分别代表Al-Si-O 型、Si-Al-Na-O 型和Ca-Mg-O 型夹杂。图4 中,D、E、F、G 颗粒分别代表Ca-Al-Ti -O 型、Mg-Ca-Al-O 型、Mg-Al-Si-O 型和Na-Al- Si-Ca- O 型夹杂。
电解后分离出的夹杂物中,氧化铝颗粒较少,由于簇状氧化铝夹杂当量直径大, 它们是由钢的基体连接起来的,电解过程中基体被腐蚀,簇状夹杂物变为小颗粒夹杂,淘洗过程中跑掉一部分[1]。
换钢包的交接坯、尾坯夹杂物主要为氧化铝、TiN、氧化铝与TiN 复合夹杂。A12O3-TiN 复合夹杂物是以A12O3为核心,外面包裹TiN,这说明A12O3是TiN 的异质形核中心, 钢中的[Ti] 和[N] 是在A12O3上形成TiN 并长大的[2]。
3 夹杂物来源分析
对头坯中典型的夹杂物进行分析。图1 大型簇状A12O3夹杂物主要来源于浇铸初期注流二次氧化。初始浇铸时,中间包内存留空气,注入中间包内钢水迅速与空气中氧反应,生成大量的A12O3夹杂,由于其易聚集的特性上浮过程中形成簇状,一部分上浮到渣中, 未来得及上浮的滞留在连铸坯内,存留这些夹杂物的铸坯被轧制成薄板后,出现表面废品的几率大大增加。这些夹杂物主要分布在开始浇铸的3~4 m 以内,随着浇注进行,由于浇铸过程稳定和中间包覆盖剂的保护作用, 簇状夹杂物大大降低,到达浇铸4 m 以上时,夹杂物基本以10 μm 以下的A12O3颗粒为主, 多数呈分散分布,发现聚集分布的A12O3只有几十个微米,接近稳定态铸坯夹杂物水平。
图3 中,颗粒A 为铝硅酸盐夹杂物。如果铝充分脱氧的钢出现硅酸盐夹杂应判定为二次氧化产物[1],因为硅酸盐夹杂多数在钢液中以液态形式存在,钢包中非常容易排除。分析认为,A 颗粒铝硅酸盐夹杂物可能是中包覆盖剂SiO2卷入到钢液中与A12O3结合的产物。图3 中B 颗粒和图4 中G颗粒夹杂物中含有一定的Na, 根据研究经验推断,含Na 的夹杂物归于结晶器卷渣,来源主要是保护渣[3]。对于超低碳钢来说,浇注时结晶器弯月面下产生的凝固钩长(hook)且不均匀,增加保护渣和气泡被捕获的机会, 更容易产生夹渣缺陷[4]。
对于图3 中颗粒C、图4 中颗粒D、E、和F 等含有Ca、Mg、Al、Ti 的氧化物夹杂, 分析是中间包内衬和中间包覆盖剂等的影响。
图2 中,A12O3-TiN 颗粒为以脱氧产物氧化铝为核形成的复合夹杂。图2 和图4 中颗粒H 是超低碳汽车板中常见的夹杂物。
换包交接坯和尾坯的夹杂物与稳态连铸坯一致,浇铸过程中发生二次氧化和卷渣较少,交接坯和尾坯洁净度较高,这和文献[5]研究结果一致。尾坯洁净度较好表明, 浇铸末期结晶器内钢水流动状态发生波动,对钢水未造成严重不良影响。根据上述分析结果研究头坯洁净度, 提出合适的头坯控制建议对稳定铸坯质量和节约成本具有重要意义[6]。
4 采取的措施
根据头坯夹杂物的来源分析, 采取了优化措施,主要包括两个方面,一是在钢水注入中间包之前吹氩,充分排除包内残留的空气。文献7 提出了中包气幕充氩对改善头坯洁净度的作用明显。二是优化中间包堰坝结构,在原有结构的基础上,在坝的下方密排一列导流管, 经过水模试验确定导流管直径和排列方式, 优化后的结构既能满足钢水的正常浇铸, 同时延长钢水在中间包内停留时间,增加了吸附夹杂物面积。
5 效果
5.1 中间包导流管内残留物分析
对使用后的中间包导流管观察发现, 内吸壁吸附大量钢渣混合物。分析成分为金属氧化物,以氧化铝为主, 还含少量Ca、Mg、Si、Mn 等元素,表明该结构从某种程度上对钢水中的夹杂物起到了一定的过滤作用,头坯洁净度得到改善。
5.2 连铸坯T.O 含量和夹杂物
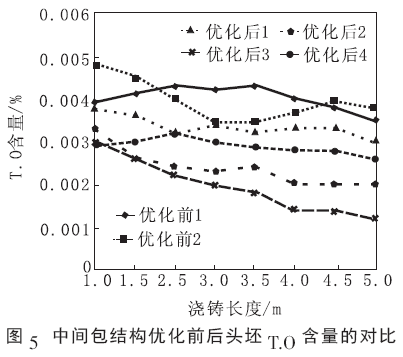
取优化前2 罐和优化后4 罐钢比较头坯T.O含量,中间包结构优化前后头坯T.O 含量的对比见图5。优化前2 罐头坯浇铸到2.0 m 时,T.O含量达到0.004 0%以上,优化后4 罐头坯浇铸到2.0 m时,钢水T.O 含量均低于0.003 2%,最低达0.002 2%, 比优化前降低0.000 8%~0.001 0% 。
对稳态坯和尾坯进行了跟踪,T.O 含量均在0.001 5%~0.002 0%。中间包优化后,导流管内对吸附夹杂物具有较好的作用, 并且随着浇铸的进行, 吸附的夹杂物没有对后续钢水T.O 含量造成恶劣影响。优化后头坯2.0 m 以后,超过50 μm 的簇状氧化铝很少,呈弥散分布。
5.3 头坯中大型夹杂物
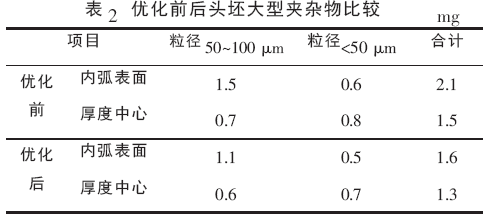
取样位置为头坯2 m 处, 宽度1/4 内弧表面和内弧中心,采用大样电解法分析。结果为优化前内弧表面和厚度中心的电解试样量为2.927 kg 和3.005 kg,优化后为2.851 kg 和3.073 kg。优化前后头坯大型夹杂物比较见表2。由表2 看出, 内弧表面50~100 μm 的大型夹杂物较中心高,优化后大型夹杂物数量减少,内弧表面减少23.8%,厚度中心减少13.3%。
跟踪优化后工业生产的8 个浇次超低碳钢冷轧板表面质量, 只有一罐头坯出现了少量夹杂废品,其余头坯质量均满足要求,废品率大大降低。工艺优化后提高了连铸坯的洁净度。
6 结论
(1) 浇铸初期, 非稳态工艺严重影响头坯洁净度,头坯浇铸4 m 时T.O 含量比第一罐末块坯高0.001 6%。换钢包的交接坯和尾坯时出现的液面波动对钢水洁净度影响较小, 几乎不影响T.O 含量。
(2) 头坯中夹杂物主要以Al2O3为主,来源于浇铸初期注流的二次氧化,此外,开始浇铸时精炼渣、保护渣与中包内衬等外来夹杂也严重影响钢水洁净度,至少影响浇铸4.0 m 长度。
(3) 浇铸前中间包内吹氩和优化中间包堰坝结构可以改善头坯洁净度,头坯浇铸到2.0 m 时,T.O 含量由0.004 0%以上降到0.003 2%以下,最低达到0.002 2%。
参考文献
[1] 董履仁,刘新华. 钢中大型非金属夹杂物[M]. 北京:冶金工业出版社,1991.
[2] 易正明,肖慧. 超低碳钢连铸头坯夹杂物研究[J]. 钢铁钒钛,2013,34(3): 60-62.
[3] 杨鹤, 王洋, 崔衡. 非稳态浇铸条件下IF 钢铸坯中大型夹杂物分析[J]. 连铸, 2017, 42(2): 40-42.
[4] 董金刚,刘永勤,余茂华,等. 宝钢二连铸板坯表面质量分析[C]∥2001 中国钢铁年会论文集, 北京: 中国金属学会,2001:744-746.
[5] 单庆林, 贾刘兵, 彭国仲, 等. 非稳态浇铸连铸坯控制技术[J]. 连铸, 2017, 42(1): 30-34.
[6] 张立峰,方文,任英,等. 冷镦钢SWRCH22A 头坯洁净度研究[J]. 炼钢, 2016, 32(1) :55-60.
[7] 崔衡,包燕平,刘建华. 中间包气幕挡墙水模与工业试验研究[J]. 炼钢, 2010, 26(2):45-47.