
曹远训
(三钢闽光股份有限公司炼钢厂,福建三明 365000)
摘要:对转炉上料系统自动化改造设计的控制系统的组成,OPC标准接口的设计,系统自动控制和过程监视,参数计录等进行综述。实际运行表明,该系统投入运行后,实现了自动送料,减轻了员工的作业量,提高了企业经济效益。
关键词:PLC;OPC技术;网络;监控
引言
三明炼钢厂老系统原有转炉上料系统生产设备陈旧、技术落后、大都采用手动操作、自动化程度低下。因而操作人员无法精确把握各种原料的给进量及相互之间的比例.无法及时调整各个料仓的料位,也无法及时判断各个料仓的料位情况。这些因素都直接导致生产效率低下.工人的劳动量大。基于上述原因。经多方调研和深入研究.笔者开发设计了转炉炼钢散状上料自动化系统 该系统对上料系统全部生产过程进行全面监视、控制和管理,对所有生产过程参数进行实时监控、记录。通过使用该套控制系统。操作人员可以全面了解生产过程实时参数.准确把握各个料仓的料位,并可及时安排各个料仓的上料情况。从而可大幅度地提高生产质量和生产效率.并可消除事故隐患为了便于上料系统的生产操作.提高生产效率以及炼钢智能化管理水平。炼钢转炉上料综合自动化控制系统采用了分级控制结构。
1 系统结构和功能
1.1 控制系统的组成
如图1所示.转炉控制系统共分为两级:数据管理级(二级机)、集中控制级(一级机)和设备。基础自动化系统控制部分采用西门子S7—300系列PLC。主要负责对转炉上料进行数据采集、顺序控制、监视操作、数据通讯。
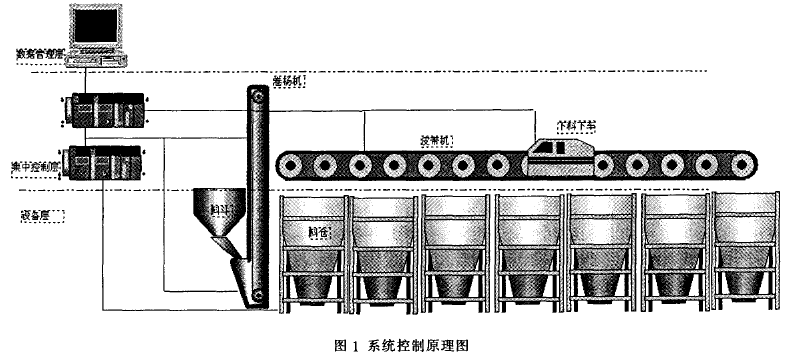
下面具体分析本系统 本系统由于采用网络配置。可最大程度地减少现场总线,减少现场的故障点。
设备层由现场设备组成,包括了现场设备。如皮带机、卸料小车、卷扬机、上料小车、扇形阀和各种测量仪表集中控制层是西门子公司内部CPU和扩展模块之间的的高速(传输速率达到5Mit/sec)的确立性网络.用于对时间有苛刻要求的应用场合的信息传输。
数据管理层是常见的工业以太网.它由运行WINNT操作系统的计算机和网络设备组成.计算机之间通过TCP/IP协议相联系。计算机和PLC之间用Profibus通讯数据管理层主要由性能稳定的西门子工控机和WINCC软件组成
1.2 OPC技术的应用
OPC是一种基于微软的OLE、COM 和DCOM技术构成的工业信息集成标准.OPC采用客户/服务~(Client/Server)模式。在没有OPC技术以前。每个应用程序都要为它所连接的设备提供相应的驱动程序。但是现场设备的多种多样.同时每个厂家采用的接口标准往往各不相同.这不仅增加了软件设计者的负担. 同时也让软件设计者有时束手无策。OPC的出现无疑解决了这个问题,OPC定义了一组COM对象及其接口规范[1]。OPC按照面向对象的原则,将一个应用程序(OPC服务器)作为一个对象封装起来,只将接口方法暴露在外面。客户以统一的方式去调用这个方法.从而保证软件对客户的透明性.使得用户从低层的开发中脱离出来。通过OPC规范。应用程序的分布与系统硬件的分布无关.便于系统硬件配置.使得系统的应用范围更广。采用OPC规范,便于系统的组态,将系统复杂性大大简化,可以大大缩短软件开发周期.提高软件运行的可靠性和稳定性,便于系统的升级与维护。OPC规范了接口函数,不管现场设备以何种形式存在.客户都以统一的方式去访问.从而实现系统的开放性,易于实现与其它系统的接口。所以,OPC技术具有很好的开放性及可互操作性。西门子Winee6.0组态软件也提供了OPC服务.这就为基于OPC技术的控制方案的设计奠定了基础 其具体实现方法为:采用OPC充当控制系统中二级机与管理层之间数据传输的接口.采用高级语言编写接口程序.然后通过OPC接口与二级机上的Wincc6.0组态软件的OPC服务器连接.进行过程数据的存取。当OPC作为基础自动化设备的标准接口时.它代替了传统的“I/O驱动器”来完成与现场设备的通信:当作为数据传输服务器时,实际上是一个I/O驱动器:当OPC服务器向二级机应用程序提供标准接口时.使上层的应用程序能够取到OPC服务器中的数据.从而实现了向上互联。由于在本项目中采用了OPC技术.使得控制模型算法的实现可以以更低的价格、更简单的系统结构应用到转炉炼钢过程控制中.同时现场设备与系统的连接也更加简单、灵活、方便。通过这种算法不仅为上料系统同以后整个厂的管理系统预留了接口.也为操作过程的灵活和控制算法的应用提供了完整的空间
2 系统功能的具体实现
根据项目组的设计方案和设计要求.结合现场操作.该系统通过如下方法实现了这些功能。
2.1 工业型计算机作为监视管理站
根据集中管理分散控制的原则.以西门子S7—300系列的可编程控制器作为现场控制站.由工业型计算机作为监视管理站。
同时.工业型计算机作为一个网点,通过以太网卡.与上一级计算机系统构成以太网络,将现场信息及工业局域网信息源源不断地传送至以太网.供进一步分析处理。
2.2 整个工程可以进行控制站的扩展。目前只设置一个控制站
PLC控制站均由CPU处理器、I/O卡、通讯板卡、电源组件、机架及控制程序组成。由于每个控制站的I/O点数不等且类型各异,因此,所配的I/O卡数也不等且类型略有差异 每个控制站不仅包括了所需点数,而且还包括有一定的裕量。对控制站能随时扩展,十分方便。
SIMATIC S7—3o0可编程序控制器是模块化结构设计。各种单独的模块之间可进行广泛组合以用于扩展其在整个监控过程中。能实时采集现场设备的运行情况及有关数据,实现实时监控、综合管理、通迅预处理和扩展因特网支持实现的各项功能如下:
监控功能:
控制方式:
显示工艺流程全貌、工艺流程局部图;
设备运行动态显示、设备的工况显示;
历史数据、实时数据:
生成故障报警一览表
2.3 上位机监控和管理功能实现
上位计算机运行在WINDOWS2000环境下.负责整个辅助部分生产过程的监控及信息处理组态软件采用WINCC,其网络共享能力强,可与其他网络实现连接。同时通过OPC我们针对工艺流程做了相应的算法设计。系统的主要操作界面如图2所示:
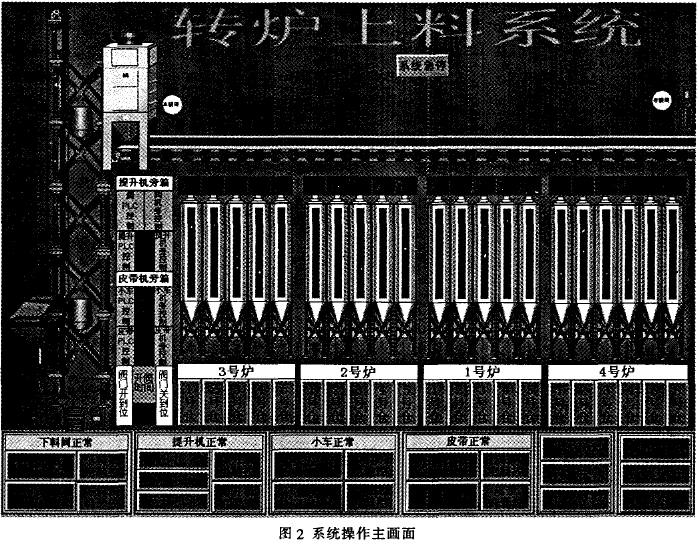
操作画面的主要特点如下:
(1)采用操作界面,流程图显示,界面友好、直观。
系统全部采用中文界面。便于操作。界面按系统流程图的结构进行组织.流程图上能显示各个现场设备的状态及实时数据。画面的设计从总到分,渐分渐细.直到单一的具体设备的操作对话框。整个系统画面有一个总的画面即总图.总图是监控起动以后首先进入各个子画面.包括皮带卸料小车的位置指示和操作.炉顶料仓料位指示等.它提供了安全检查和分画面进入。同时画面又按, 监视和操作划分为多个分画面。流程画面以直观的图形来形象化现场.又以颜色变化、文字信息等反映设备状态变化。
画面是以下面几种方式为操作者提供监视信息:
① 以颜色变化来反映设备状态
通过颜色变化反映了卸料小车状态:正常颜色表示停止;红色表示运行。阀门类颜色变化反映了三种状态:正常颜色表示关闭;红色表示打开;绿色表示故障。对于其他的信号点分为正常点与故障点两种.正常点有信号时为红色。无信号时为正常的颜色。故障点信号出现时为绿色闪烁,确认后为绿色。故障信号消失时恢复回正常的颜色,以形象的图形出现。
②除了颜色表示状态以外,画面还可采用更形象、逼真的动画表示状态:如显示料仓料位的动态变化。
③以数字表示实时数据的变化在画面上.用数字准确显示实际的数据,如料仓料位等等。
④用文字显示设备状态如卸料小车的运行状态。
(2) 多级权限保证了系统的安全性系统
分配多个用户.每个用户有自己的用户名、口令和权限。主要用户有:
系统管理员:具有系统组态。管理的权限;操作人员:具有操作权限及报警确认权限:工艺维护人员:具有参数设定、设备维护报表清零权限。
(3)报警及报警确认
系统具有先进的报警生成和管理系统.管理整个系统产生、显示和存储报警信息,并可以让有权限的用户确认报警。
为需要定义报警的变量定义报警功能。模拟量可以定义下述报警:
高高报警:
高报警:
低报警:
低低报警。
报警可以设置报警死区。发生报警时。将在报警线上对变量值进行死区判断处理
数字量报警的生成有以下几种:
开报警:
关报警:
状态变化报警。
根据需要.可对各种报警变量设置下列三种
报警优先等级:
底:
中:
高:
报警汇总显示。
在报警监视画面上显示多张报警汇总表.每张表对应一个报警区、多个报警区或一个系统。
报警汇总表的报警信息包括报警确认栏、报警变量名、报警变量描述、报警值、报警状态、报警进入时间、报警上次进入时间等多种重要信息。运行时。报警显示队列按报警进入时间排序,以不同的颜色显示不同的报警状态。
报警应答:报警确认都是在控制室进行。根据需要。显示其它节点上的相关报警信息,并可进行报警应答。报警的确认分为三种方法:
确认所有报警:报警确认按钮与报警汇总图在一起(如图2所示),单击该按钮则应答汇总表中的所有报警。
确认单个报警:在报警汇总表中。通过双击报警汇总表上的确认栏对相应的报警进行应答。
确认某个区域报警:在系统画面的任务栏中制作多个按钮。分区确认报警。
2.4 PLC系统的功能实现
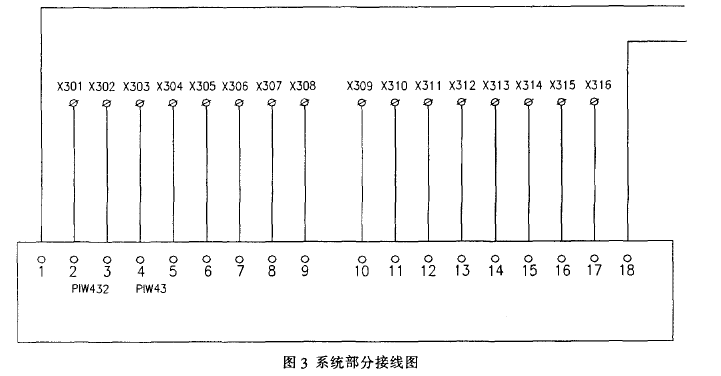
整个系统是通过采集4个转炉的21个料仓的物位(图3举例说明的是系统3#炉的料位模拟量输入接线图)和各个设备的输入输出信号来进行的。
操作工根据每个料仓的料位情况.输送原料来配料.送料的整个过程和下料的过程是通过PLC来自动实现的。通过PLC输出控制下料阀,提升机.卸料小车和皮带机等现场设备。系统分为手、自动切换。手动时各个设备可以分别控制操作。
自动方式执行下料阀下料及提升机自动提升下降。同时根据选择的料仓。通过接近开关的检测使得小车准确停位。由于检测判断的和小车停位存在滞后。这样我们在程序中加了位移算法。使得卸料小车通过点动返回移位.很好地解决了停位精度问题。当炉顶料仓料满后。上料系统将自动停止。操作员也可根据需要再次点击“上料起动”,此时提升机返回下极限位后结束动作. 自动停止上料系统
同时.根据工艺和操作要求系统必须满足以下的联锁功能。我们在程序中加入了联锁程序。
A、转运料仓扇形阀与卷扬机之间联锁
◆ 扇形阀关闭后。卷扬机才能启动:
◆上料小车处于受料位(下极限位),且卷扬机停止时,扇形阀才能开启。
B、卷扬机与皮带机之间的联锁
◆ 皮带机启动后。卷扬机才能提升。
C、皮带机与卸料小车之间的联锁
◆ 卸料小车准确停在料未满的仓位后皮带机才能启动:
◆ 皮带机停止时.卸料小车才能运行。
在上位机上点击“解除联锁”按钮.就可解除上述联锁 联锁解除后.在手动时可单独动作。但在自动上料模式下.解除联锁将不起作用。
本系统的模拟信号采用的是4—20MA信号.数字点采用0—10V信号。均为标准控制信号。
PLC[2,3]的应用简化了现场布线和接线的复杂程度,同时也增加了控制的准确性,也为以后联网和控制的扩展提供了很好的接口
2.5 系统的编址
STEP7软件地址的定义是以O表示输出,I表示输人.D表示数据块。同时用B表示字节,D表示字,DW 表示双字,DB1.DBX0.0表示位,DB1.DBB0表示字节(8位),DB1.DBW0表示字(16位),DB1.DBD0表示双字(32位1。本系统根据不同的数据大小和功能我们对应做了编址. 比如模拟量各仓当前料位定义为DB1DBW0一DB1.DBW40,对应的料位接近开关定义为DB1.DBX50.0一DB1.DBX50.5。
3 结束语
该系统的自动控制水平较高,配置灵活,功能齐全.操作方便 系统投入运行以后,满足了生产的需要,提高了自动化操作水平,实现皮带机与卸料小车的远程遥控.减少了岗位工人,增加了经济效益
参考文献:
[1] 田超,吴敏.炼钢综合自动化控制系统的设计[J].自动化与仪表.2005(6):5—7.12.
[2] 西门子公司.SIMATIC S7 S7—300和S7-400语句表编程参考手册[Z]
[3] 西门子公司.SIMATIC S7 S7—300和S7--400梯形逻辑图编程参考手册[Z]