
普欣荣,杨学斌
( 红河钢铁有限公司,云南蒙自661100)
摘要: 分析了烧结机台车在日常生产过程中出现的常见问题,并提出了各种问题的解决措施,从而降低了烧结机台车的故障率; 有效提高了烧结机设备作业率。
关键词: 烧结机;台车;故障率;措施
0 引言
烧结机是烧结生产工艺的主体设备,它能否正常运行直接影响到整个生产工艺过程的稳定。烧结机台车作为烧结机的核心组成部分,其对烧结机作业率的高低起着至关重要的作用。烧结机台车由车体、栏板、车轮、篦条、隔热件、密封滑块、篦条销子等七部分组成。由于台车在烧结机上的数量较多,部件结构复杂、使用条件较为恶劣,因此烧结机台车故障造成的停机在烧结的非正常停机中占很大比重。根据这几年的统计,红钢260 m2 烧结机台车故障停机率一般占整个烧结系统停机率30% ~ 50%,以2013 年为例,2013 年全年除去计划检修和外因停机,停机时间为236. 51 h,而由于台车问题造成的停机时间为123. 68 h,占总停机时间的52%,严重制约了烧结机的设备作业率。所以减少烧结机台车更换次数对提高烧结机作业率起到很大作用,烧结机台车运行中事故的预防与应急处理对烧结系统作业率的提高具有重要意义[1]。
1 烧结机台车常见故障原因分析
红钢260 m2 烧结机于2010 年2 月正式投产,投产以来烧结机台车出现的主要问题有: 隔热垫烧损脱落、炉篦条脱落; 台车轮子故障; 台车栏板松动、开裂; 台车轮子轴脱出; 台车梁烧损; 密封滑块脱落等。表1 为2010 年2 月至2015 年12 月260 m2 烧结机台车各种问题造成的停机次数统计。
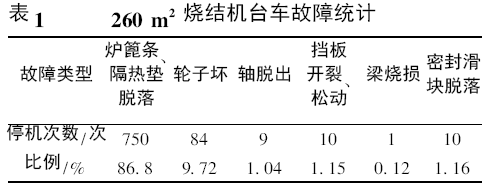
由表1 可以看出烧结机台车损坏的主要问题是炉篦条、隔热垫损坏,其次是烧结机台车轮子故障。其中炉篦条、隔热垫脱落占台车故障的87%,而且炉篦条、隔热件脱落后还会进入后续系统造成漏斗堵塞、划伤胶带等次生事故,所以解决炉篦条、隔热件脱落对保证烧结机台车稳定运行起着至关重要的作用。
1. 1 炉篦条、隔热件脱落
炉篦条和隔热件都是台车上的易损件,一般材质为耐热铸铁或球墨铸铁,也有用不锈钢的。发生炉篦条、隔热件脱落的主要原因如下:
1) 正常疲劳破坏。根据材质、使用条件等不同,有其平均使用寿命。在目前低上料量,厚料层的生产条件下,篦条和隔热件的使用寿命都明显缩短,隔热件使用寿命平均在8 个月左右,篦条的平均使用寿命为1 年左右。
2) 受热膨胀导致炉篦条起拱。炉篦条“小腿”是整个炉篦条断面积最小的部分,只有12 mm,炉篦条起拱后,“小腿”很容易断裂。“小腿”断裂的台车运行到回程段后,“小腿”断裂炉篦条很容易脱落[2]。
3) 台车梁烧损。烧结机台车梁烧损后,烧结机台车在机头和机尾星轮处发生振动,隔热件在此处发生不规则的位移,台车与炉篦条之间的间隙刚好够隔热件掉落的间隙时隔热件就掉落了。隔热件脱落后,台车篦条活动间隙增大,炉篦条端部在此处发生叠加,炉篦条倾斜,最终出现炉篦条脱落。
4) 厚料层烧结工艺对炉篦条和隔热件寿命的影响。在烧结过程中,随着料层厚度的不断提高,燃烧带的不断下移,下层烧结料的热量蓄积增加,燃烧层的温度提高; 另一方面料层厚度提高以后炉篦条和隔热件的承压增加; 烧结矿强度提高对篦条端部形成的冲击和磨损加剧。
5) 非正常生产工艺操作造成的损坏。由于生产中水、碳波动,焦粉配加量偏大和烧结终点控制提前等原因,造成烧结机篦条、隔热垫过烧,篦条、隔热垫长时间在高温状态加速其自身氧化,容易从台车横梁上脱落。
1. 2 因台车车轮造成的故障
台车车轮常见的故障主要有台车轮轴承损坏、车轮窜轴、车轮轮缘磨损、轴承缺油等。造成台车轮故障的主要原因如下:
1) 台车车轮运行环境温度高,粉尘较大,环境恶劣。车轮承受台车自重、烧结矿重量以及抽风负压作用力等较大负荷,并要求连续24 h 不间断运行。台车车轮轴承经常发生保持架破裂、轴承滚珠缺损等故障。当轴承损坏的台车继续运行时,台车车轮就会自行脱落,需及时停机更换台车,如果台车在进入弯轨时车轮脱落,损坏的车轮极易被推入烧结机机尾弯道造成卡阻[3]。
2) 烧结机台车跑偏,导轨对车轮与导轨接触处形成挤压,使车轮受力不均衡,长时间作用,使车轴逐渐脱出车轮,严重时车轮完全脱出掉落。台车跑偏,车轴与车体孔连接处受力较大,固定销松动,或车体孔磨损较大,导致车轴脱出车体孔,两轮间距增大,加快台车车轮的损坏。
3) 台车轮子轴承缺油。
1. 3 栏板松动、开裂
危害: 台车栏板松动造成台车栏板向外倾斜; 其次台车栏板可能因种种原因产生不同程度的变形,严重时会产生裂纹,使烧结工艺的密封性变差,产生边缘效应,生产的产品质量降低,甚至影响生产的正常进行。
原因分析: 烧结机台车栏板产生裂纹的原因是综合性的,概括起来有如下几方面: 材质的原因,台车栏板材质为球墨铸铁,各元素的含量有严格规定,尤其是硫、磷元素的含量超标将会引起热脆性、冷脆性,导致裂纹产生; 铸造原因,现场观察有部分台车栏板存在明显铸件缺陷( 夹渣、缺损等) ,其裂纹主要产生在缺陷位置。除上述因素外,生产使用过程中工艺温控、自然环境等也对裂纹的产生有直接影响。这就要求我们在生产使用过程中,精心调控工艺温度,在力所能及的条件下改善工作环境,从而延长烧结机台车栏板使用寿命,减少缺陷产生[4]。
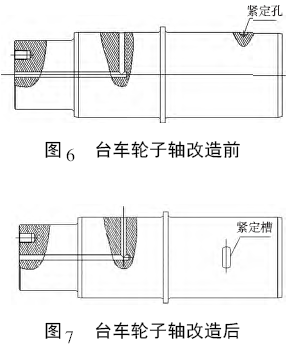
1. 4 台车轮轴脱出
台车轮轴主要依靠与轴孔的过盈配合和紧定定位螺栓固定,台车轮轴的工作条件相对较差,台车运行过程中由于四个轮子受力不均、轴与套的热膨胀量不一致、烧结机跑偏、台车在头、尾星轮处受冲击力等原因造成台车轴定位螺钉失效,轴与套的过盈量不足以及轴安装时定位孔偏离轴套的螺栓孔等,导致烧结机台车轴窜轴,从轴套中脱出一定的位移量,从而造成轮和轴的损坏。
1. 5 密封滑块脱落
密封滑块脱落一般出现在烧结机机头位置,主要原因是滑块变形、滑板固定螺栓松动或机头滑道导板变形等造成台车在运行到导板位置时滑板顶在导板上导致滑块脱落,导板变形。
2 烧结机台车常见问题解决措施
2. 1 炉篦条、隔热垫脱落解决办法
1) 针对炉篦条频繁脱落、炉篦条小腿断裂及篦条变形等情况,借鉴莱芜钢铁有限公司改
造实践[5],对篦条尺寸进行调整。改造后的篦条如图1 所示。
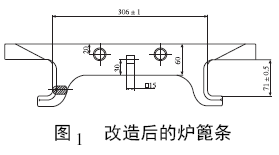
①将原夹口距离70 mm 扩大到71. 5 mm;
②为减小台车篦条受力变形的机率,将篦条两夹口之间的距离从306 mm 改为304 mm,确保篦条材质符合要求;
③采用精密铸造,要求尺寸精确,表面光滑,不允许有裂纹,夹沙,缩孔等缺陷;
④对篦条材质进行严格控制,有条件的情况下做一些新材质篦条的开发和试用。
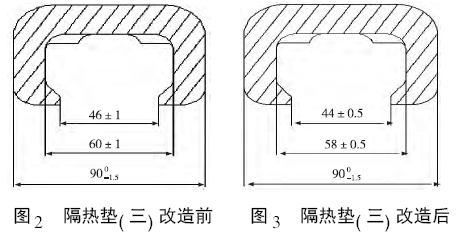
2) 对由于隔热垫烧损脱落造成篦条脱落、台车梁烧损的问题进行分析发现一方面是经过五年的使用台车梁在一定程度上出现了烧损,经测量台车梁烧损平均值在1 mm 左右,其次通过对隔热垫的脱落情况统计发现边梁隔热垫脱落次数远大于中间梁隔热垫脱落次数,所以对隔热断面垫尺寸进行了调整。
①将边梁小隔热垫( 三) 厚度尺寸增加2 mm,卡口尺寸缩小2 mm; 将铸造精度由原来± 1 提高到± 0. 5。如图2、图3 所示。
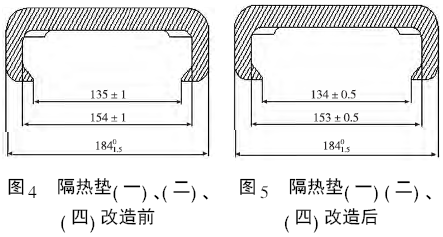
②将中间梁隔热垫( 一) 、( 二) 、( 四) 厚度增加1 mm,卡口尺寸缩小1 mm; 将铸造精度由原来± 1提高到± 0. 5。如图4、图5 所示。
3) 严格控制终点温度,必须保证终点在17#风箱,终点温度控制在350 ± 50℃; 其次,控制好燃料,避免篦条、隔热垫出现过烧现象。
4) 合理装配台车炉篦条,更换台车炉篦条、隔热垫时要求新旧分装,避免由于旧炉篦条、隔热垫脱落造成新的隔热垫、炉篦条脱落。
5) 适量增加铺底料厚度,将铺底料厚度由原来的30 mm 提高到50 mm。通过实践能够起到很好地保护篦条烧损的作用。
2. 2 台车轮故障解决办法
首先尽可能改善轮子的运行条件,发现烧结机跑偏立即调整,减少轨道摩擦台车轮缘的数量; 逐渐更换台车轮子轴,对新更换的轴要求加油孔贯通,制定严格的加油制度,将烧结机台车按数量均分到四个生产大班,要求生产大班按润滑管理规定定时、定量加油。
其次,加强对烧结机台车轮子的日常点巡检,发现台车轮子不转或缺油等情况及时处理。
2. 3 台车栏板松动、开裂解决办法
①在台车栏板上开膨胀缝;
②定期紧固台车栏板螺栓。
2. 4 台车轮子轴窜轴、脱落的解决办法
针对台车轴由于紧定装置失效造成的窜轴脱出等情况,将原来轴上的紧定孔( Φ15 mm 深4 mm) 改为纵向紧定槽( 长40 mm 宽15 mm 深20 mm) ,如图6、图7 所示,这样在安装时对轴孔和轴套孔的同心度要求就变低,即使稍有错位,只要轴在长度方向安图7 台车轮子轴改造后装到位就不会影响到螺栓的紧定功能。改造后,使用效果良好,台车轴退出情况明显减少。
2. 5 密封滑块脱落解决办法
首先,定期检查烧结机滑道入口导板磨损情况,在导板上标出最低磨损刻度; 并在导板磨损到最低刻度之前更换或修复导板。
其次,对更换下来的备用台车密封滑块进行检查,对松动、磨损严重的密封滑块进行紧固或更换;利用停机检修时间对在线台车密封滑块进行检查,对螺栓松动的密封滑块进行紧固,对磨损严重或严重变形、表面磨损出现沟槽、毛刺的密封滑块进行更换。
3 结语
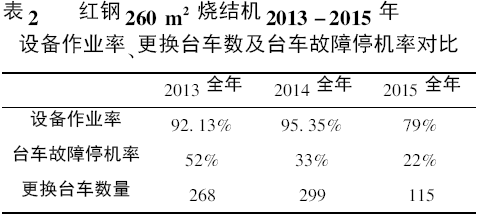
经过近两年对烧结机台车运行故障不断分析研究和经验总结,通过以上各种措施的实施,烧结机台车故障率明显降低,设备作业率不断升高。表2 为260 m2 烧结机2013 - 2015 上半年烧结机作业率、更换台车数量及由于台车故障造成的停机率。由表看出通过以上一系列措施烧结机作业率提高3%,由于台车故障而造成的停机率由52% 逐渐降低至17%( 2015 年设备作业率下降的主要原因是本年内仓满停机达1 917. 9 h,配合3#高炉检修停机702. 97 h) 。
参考文献
[1] 霍景荣,李玉红,赵国顺. 台车运行中故障的预防与应急处理[J]. 烧结球团,2007,32( 5) : 55 - 58.
[2] 石红兵. 265 m2 烧结机台车炉篦条频繁脱落的解决及措施[J]. 新疆钢铁,2012( 3) : 33 - 35.
[3] 靳华东. 浅谈烧结机台车故障与维护对策[J]. 中国科技投资,2013( 35) : 197.
[4] 覃道苏. 生产过程中烧结机台车栏板裂纹问题研究[J]. 烧结球团,2014,35( 2) : 14 - 18.
[5] 高志强. 450 m2 烧结机台车的针对性改进[J]. 中国设备工程,2013( 10) : 47 - 48.