
张小武
(闽源钢铁集团有限公司,河南 商丘 476000)
摘 要:介绍了全流程钢铁企业的生产过程质量管理情况,从原材料、生产工艺、制度管控方面分析了影响生产的主要因素。通过对生产过程的全面质量管理,制定了产品质量安全管控措施,实现了低成本高效率的生产模式。
关键词:质量安全;质量管理;钢铁质量
1前言
解决的具体质量问题:钢材产品的质量稳定受多种因素影响,主要包括以下方面。
1.1原材料方面
1.1.1冶金用石灰块:
转炉要求的粒度范围5-80mm,上限允许波动范围≤10%,下限允许波动范围≤10%,允许最大粒度90mm。氧化钙含量、氧化钙和氧化镁合量、氧化镁含量、二氧化硅含量、硫含量、灼减、活性度等指标要达到一级。
1.1.2铁水质量:
铁水的温度、化学成分等对钢材质量至关重要。铁水温度需保持在合适范围,如转炉炼钢前铁水温度要大于1250℃。铁水中的碳、硅、锰、磷、硫等元素含量也需严格控制,如铁水中的硫含量应控制在0.06%以下、磷含量应控制在0.15%以下。
1.1.3废钢质量:
废钢的纯净度、成分均匀性等会影响最终钢材质量。若废钢中杂质多、成分复杂,会导致钢材中非金属夹杂物增多,降低钢材的力学性能和耐腐蚀性能等。
1.1.4合金元素:
不同合金元素对钢材性能影响各异。如碳元素含量增加会提高钢材强度和硬度,但降低塑性和韧性;硅能提高钢材的强度、硬度和弹性极限,但过量会降低塑性和韧性;锰可提高钢材强度和淬透性,但含量过高会降低塑性。
1.2生产工艺方面
1.2.1烧结工艺:
当矿粉品种发生变化需要调整配料方案的,烧结配料方案报生产技术部审核、生产副总经理批准同意后,方可执行;机尾禁止下生料;台车禁止粘大块;燃料粒度控制:焦粉-3mm≥65%,煤粉-3mm≥60%。
1.2.2炼铁工艺:
炉顶温度合理控制,布袋半净煤气温度控制在80~280℃,煤气中粉尘浓 度不大于10mg/m³,热风炉的拱顶温度1#炉≤1320℃,废气温度≤350℃;2#、3#≤1380℃、 废气温度≤380℃;无论何种原因需要进行炉顶打水的,秉承“早打、少打”的原则;顶温大于450℃或料线深度在6米以上并有崩料趋势或准备坐料时严禁打水,以防止炉顶发生爆炸等事故发生(计划降料面除外)。当顶温高上升快或料线低于6米时,高炉应及时减风或及时出尽渣铁进行休风处理;严禁连续三炉铁水【Si】≤0.15%,严禁连续三炉物理热≤1450℃;正常生产严禁连续三炉炉渣碱度≤0.85倍,或≥1.30倍;铁水成份控制按高效炼钢要求来控制。
1.2.3炼钢工艺:
炼钢过程中,转炉炼钢采用氧气顶吹转炉、高拉碳补吹、低拉碳增碳等相结合的生产工艺,需严格控制钢水成分和温度,至少两次对钢水进行取样检验。钢包吹氩站纯吹氩时间不低于6分钟,如有加合金调整成分,调整结束后,保证纯吹氩时间延长2分钟;连铸浇注过程中,钢流及中间包钢水严禁吹氧升温,或向中间包内加MnSi合金调整成分;连铸坯定尺为红外线测量,轧钢轧制为定重轧制,炼钢必须保证钢坯重量符合轧钢要求;连铸严禁所用原辅材料潮湿。
1.2.4精炼工艺:
精炼过程中,要控制钢中铝、硫、磷、砷、氧等元素的含量。
1.2.5连铸工艺:
连铸时,浇铸温度控制很关键,温度过高会使铸坯中心偏析严重,产生中心缩孔和疏松等问题;温度过低,铸坯横向等轴晶粒度变大,不利于塑性变形。此外,中间包冶金环节要防止铸坯二次氧化,可采用长水口防止钢包下渣等措施。
1.2.6轧制工艺:
轧制时,轧辊的辊型、辊缝调整、轧制速度、轧制温度等参数对钢材质量影响大。如辊缝调整不当会导致钢材厚薄不均;轧制温度过高或过低,会使钢材的组织和性能发生变化。
(1)轧线各关键料形控制点,必须严格执行轧钢料型控制制度。
(2)成品质量严格执行成品包装管理制度,成品包中不得混有弯头、短尺、纵 筋超差等表面质量不合格的产品。
(3)成品包重严格执行内控标准。
(4)轧钢工严格控制轧制工艺,在材成份符合内控标准条件下,轧制性能符 合内控要求。
(5)在切分轧制过程中,严格控制料型,不允许因料型问题造成飞边翘皮或 堆钢的。
(6)调整工应认真调整好孔型、导卫,确保钢筋重量偏差符合内控要求。
(7)热检工应认真钢筋质量、打包质量,不允许不合格钢筋打包入跺。
1.3其他方面的影响
1.3.1非金属夹杂物:
氧化物、硫化物、氮化物等非金属夹杂物会降低钢材的力学性能、耐腐蚀性能和热加工性能等。夹杂物的存在会导致钢材塑性和韧性下降,使其更容易发生断裂和变形,还会使钢材表面易受到腐蚀物质的侵蚀,加速腐蚀过程。
1.3.2设备与操作:
生产设备的精度、性能以及操作人员的技术水平和操作规范也会影响钢材质量。如轧机的辊型精度、轧辊磨损情况等会影响钢材的尺寸精度和表面质量;操作人员在生产过程中未按规范操作,可能导致钢材出现各种缺陷。
识别出影响钢材产品质量的关键控制点,建立日管控周排查月调度管理机制,提升钢材产品质量稳定率。
2 质量管理改进案例介绍
2.1案例名称:
建立日管控周排查月调度的质量安全管理机制,提升钢材产品质量稳定率。
2.2改进前的质量管理流程与方法:
2.2.1流程不规范:
缺乏系统、明确的质量管理流程,各环节衔接不紧密,可能出现职责不清、流程断层等问题。如在产品生产过程中,从原材料采购到生产加工,再到成品检验,各环节之间没有明确的流程规范,容易导致质量问题在不同环节之间相互影响。
2.2.2以事后检验为主:
质量控制主要集中在产品生产完成后的检验环节,对生产过程中的质量控制关注不足。一旦发现产品不合格,往往需要进行大量的返工或报废处理,增加了成本和时间。
2.2.3缺乏持续改进机制:
没有建立有效的质量持续改进机制,对质量问题的分析和解决往往是一次性的,不能从根本上消除问题,导致质量问题反复出现。
2.2.4传统经验管理:
主要依靠管理人员的经验和直觉进行质量管理,缺乏科学的管理方法和工具。在质量决策过程中,往往凭主观判断,容易出现偏差。
2.2.5局部管理:
质量管理往往局限于局部环节或部门,缺乏整体性和系统性。各部门之间缺乏有效的沟通和协作,导致质量问题在不同部门之间相互推诿。
2.2.6缺乏数据分析:
对质量数据的收集、整理和分析不够重视,缺乏有效的数据分析方法和工具。无法从数据中发现质量问题的规律和趋势,难以采取针对性的改进措施。
2.3改进后的质量管理流程与方法:
质检部制定了《闽源钢铁集团有限公司工业产品质量安全日管控、周排查、月调度等制度》,建立《闽源钢铁集团有限公司工业产品质量安全风险管控清单》夯实企业产品质量主题责任。
2.3.1组织公司严格落实工业产品质量安全相关法律法规责任义务及标准要求。
2.3.2组织制定本单位进货检查验收、进销货台账等质量管理制度,建立岗位质量安全规范、质量安全责任以及相应的考核办法并督促落实。
2.3.3督促指导质量安全员落实岗位职责,检查本单位各岗位质量安全责任制落实情况。
2.3.4组织制定并督促落实工业产品质量安全风险防控措施,定期开展质量安全自查,组织实施风险分析研判评估质量安全状况,及时向本单位主要负责人报告质量安全工作情况并提出改进措施,行使质量安全一票否决权并采取处置措施,消除质量安全隐患。
2.3.5组织拟定质量安全事故处置方案,开展应急演练发生质量安全事故时,立即采取措施,防止事故扩大。
2.3.6对员工组织开展质量安全教育、培训和考核。
2.3.7接受和配合市场监督管理部门开展的监督检查缺陷产品召回、事故调查和质量安全追溯等工作,对检查发现的问题积极整改落实。
2.3.8对质量安全员进行安全教育和技术培训,监督、指导质量安全员做好相关工作。
2.3.9组织开展风险隐患排查及治理工作。
2.3.10每周至少组织 1次风险隐患排查,分析研判质量质量安全管理情况,研究解决日管控中发现的问题,形成《每周质量质量安全排查治理报告》。
2.3.11每月至少1次向企业主要负责人进行产品质量安全总监管理工作情况汇报,并形成《每月质量安全调度会议纪要》。
2.3.12接受和配合有关部门开展产品质量安全监督检查监督检验、定期检验和事故调查等工作,如实提供有关材料。
2.3.13本单位投保产品质量保险的,落实相应的保险管理职责。
2.3.14组织进行合规性评审。
2.3.15履行市场监督管理部门规定和本单位要求的其他产品质量安全管理职责。
其他与产品质量管理相关的工作事宜。
2.3.16流程标准化:
建立了标准化的质量管理流程,明确了各个环节的操作规范、职责和流程顺序。例如,制定了详细的生产流程标准,包括原材料检验、生产加工、质量检测等环节的具体操作要求,确保每个环节都能按照标准执行。
2.3.17全过程控制:
将质量控制贯穿于产品生产的全过程,从原材料采购、生产加工到成品检验,每个环节都有相应的质量控制措施。通过在生产过程中设置质量检测点,及时发现和解决质量问题,避免不合格产品流入下一道工序。
2.3.18持续改进机制完善:
建立了持续改进机制,定期对质量管理流程和方法进行评估和优化。通过收集和分析质量数据,找出存在的问题和改进机会,不断优化质量管理流程和方法,提高产品质量。
2.3.19科学管理方法:
引入了科学的质量管理方法和工具,如PDCA循环、六西格玛、精益生产等。这些方法和工具为质量管理提供了科学的指导和方法,使质量管理更加系统化、规范化。
2.3.20全面质量管理:
推行全面质量管理,强调全员参与、全过程控制和全要素管理。通过建立质量管理体系,将质量管理贯穿于企业的各个环节和部门,形成全员参与的质量管理氛围。
2.3.21数据分析驱动:
加强了质量数据的收集、整理和分析工作,利用数据分析工具和方法,对质量数据进行深入分析,找出质量问题的根源和改进方向。通过数据分析,为质量决策提供科学依据,提高质量管理的效率和效果。
2.4改进前后的质量管理对比分析
|
单位 |
产线 |
考核项目 |
改善前指标 |
改善后指标 |
对比 |
|
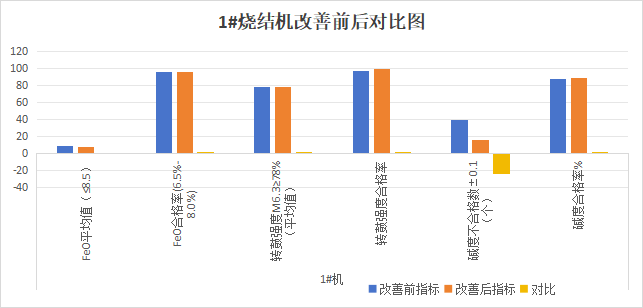
烧结厂 |
1#机 |
FeO平均值(≤8.5) |
8.53 |
7.94 |
-0.59 |
|
FeO合格率(6.5%-8.0%) |
96.10 |
96.55 |
0.45 |
||
|
转鼓强度M6.3≥78%(平均值) |
78.00 |
78.26 |
0.26 |
||
|
转鼓强度合格率 |
98 |
100 |
2.00 |
||
|
碱度不合格数±0.1(个) |
40 |
16 |
-24.00 |
||
|
碱度合格率% |
88.40 |
89.60 |
1.20 |
||
|
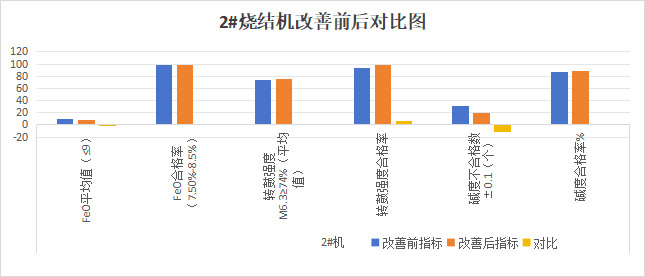
2#机 |
FeO平均值(≤9) |
8.99 |
7.88 |
-1.11 |
|
|
FeO合格率(7.50%-8.5%) |
97.90 |
98.33 |
0.43 |
||
|
转鼓强度M6.3≥74%(平均值) |
74.21 |
75.17 |
0.96 |
||
|
转鼓强度合格率 |
92.86 |
98.83 |
5.97 |
||
|
碱度不合格数±0.1(个) |
31 |
19 |
-12.00 |
||
|
碱度合格率% |
86.97 |
89.14 |
2.16 |
||
|
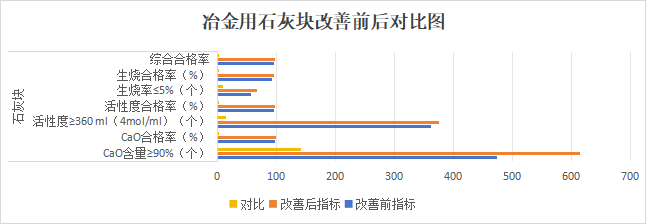
石灰块 |
CaO含量≥90%(个) |
474 |
615 |
141.00 |
|
|
CaO合格率(%) |
96.34 |
97.93 |
1.59 |
||
|
活性度≥360 ml(4mol/ml)(个) |
362 |
375 |
13.00 |
||
|
活性度合格率(%) |
96.14 |
96.97 |
0.83 |
||
|
生烧率≤5%(个) |
57 |
66 |
9.00 |
||
|
生烧合格率(%) |
91.94 |
94.62 |
2.68 |
||
|
综合合格率 |
95.33 |
97.06 |
1.73 |
||
|
炼铁厂 |
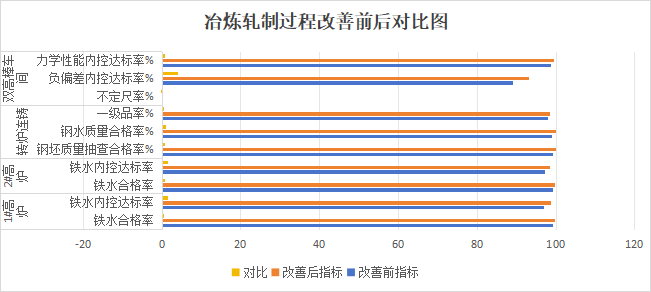
1#高炉 |
铁水合格率 |
99.12 |
99.63 |
0.51 |
|
铁水内控达标率 |
97.02 |
98.61 |
1.59 |
||
|
2#高炉 |
铁水合格率 |
99.15 |
99.79 |
0.64 |
|
|
铁水内控达标率 |
97.05 |
98.55 |
1.50 |
||
|
炼钢厂 |
转炉连铸 |
钢坯质量抽查合格率% |
99.19 |
99.99 |
0.80 |
|
钢水质量合格率% |
98.89 |
99.97 |
1.08 |
||
|
一级品率% |
97.95 |
98.35 |
0.40 |
||
|
轧钢厂 |
双高棒车间 |
不定尺率% |
0.28 |
0.19 |
-0.09 |
|
负偏差内控达标率% |
88.95 |
93.06 |
4.11 |
||
|
力学性能内控达标率% |
98.79 |
99.56 |
0.77 |
3.取得的成效与不足
3.1产品实物质量明显提升:
质量攻坚战中,各主导产线产品质量明显改进,改判率得到有效控制。6月份产品生产线全部提前完成了公司确定的改进目标,质量改判损失和异议损失明显降低。铁前系统的焦炭、烧结矿、球团矿和生铁质量稳定。球团矿质量稳中有升;生铁含硅呈降低趋势等。
3.2全员质量意识得到明显增强:
通过公司各层面对质量攻坚战的广泛动员和宣传,营造了人人关心质量、人人投身质量改进的浓厚氛围,干部职工的质量意识明显增强,质量追求得到强化,“质量是企业的生命”、“没有质量追求的企业是没有希望的”、“核心竞争力是在最高的质量、最低的成本两个支柱上隆起的高附加值的塔尖”等一系列质量理念已经得到广大干部职工的认同。
3.3促进了思想解放和技术创新:
攻关过程中积极解放思想,打破传统思维模式,大胆创新,从而实现了突破。
3.4生产工艺操作规范得到完善和细化:
各单位通过对生产工艺薄弱环节以及产品缺陷的梳理、分析,有针对性地完善、细化了工艺操作规范,并通过两级工艺纪律检查强化了操作规范的落实执行,促进了作业的标准化。针对主要质量缺陷各产线都制定了详细的工艺控制规范,提高了对关键工艺过程的有效控制。
3.5先进的管理理论和方法得到初步推广:
启动关键工序产品质量特性过程能力评价工作。根据《重点工序质量控制点管理办法》质检部重点评价产品的关键质量特性指标过程能力,定期向生产厂通报结果,引导改进;生产厂也开展了关键工艺参数的过程能力评价工作,以评价结果指导工艺改进。
3.6促进了质量管理制度的完善:
集团公司有关部门分别健全完善了公司级管理制度,主要有《冶炼原材料检验验收标准》、《钢坯检验标准》、《热轧光圆钢筋检验标准》、《热轧带肋钢筋检验标准》、《原材料检查验收管理制度》、《合格品验收管理制度》、《重点工序质量控制点管理办法》、《产品一致性控制程序》等管理制度,为质量改进长效机制奠定了基础。
3.7职工技能水平得到提升:
质量攻坚战推进以来,各单位普遍加强了职工岗位操作技能培训,促进了一线员工精准操作水平的提高,提高了过程控制的稳定性。
3.8顾客满意度得到提升:
通过质量攻坚战,不仅产品实物质量提升,也促进了服务质量的提升,从订单评审、生产组织、合同交付、结算提速、质保书传递、质量异议处理、客户服务等方面都得到了系统改进,得到客户的一致好评。如:中国铁建、中国建筑、河南建工和河南中建等都对我公司系统提高服务质量表示了充分肯定与认可,产品广泛应用于南水北调工程、商合杭高铁、郑州航空港、郑州地铁和徐州地铁等一大批国家及省市重点建设工程,赢得了用户的高度赞誉,充分彰显了集团的综合实力和高质量发展成果,为商丘市及全省经济发展作出了重要贡献。
3.9制约质量提升的问题及改进方向:
虽然当前公司广大干部职工质量意识明显提升,责任心得到了加强,但操作不精准、工作不精心现象仍然存在,因工作不准确、操作不精心造成质量异议或质量波动还偶而发生。因此各层面要继续强化质量意识的引导,及时把改判缺陷信息及质量异议信息传达到全体员工,把质量意识贯穿到合同签订、订单维护、生产组织、设备维护、产品检验判定,计量、储运及售后服务等各个环节中,每一环节都要求操作精准、管理到位,避免因责任心不强产生质量缺陷。先进的管理理论和方法的运用问题;目前六西格玛等先进的管理理论和方法得到了初步推广应用,但应用广度、深度还有很大差距。需要继续强化六西格玛项目的推进及《冶金生产过程能力测评导则》和《工序过程能力评价实施管理办法》在生产中的落实,各生产单位要按照《导则》和《办法》的要求评估本单位过程工艺参数控制水平和关键质量特性指标的过程能力,并以项目为载体,提高运用六西格玛方法发现问题、分析问题和解决问题的能力,通过关注过程改进,引导产品质量持续提升;加强设备运行状态的控制与管理问题。由于设备状态监控不到位、维护维修不及时,导致产品质量波动的现象仍然存在。各生产单位要注重强化设备运行状态的监控和日常点检、维护,确保设备的良好状态,并对严重影响产品质量的设备进行及时改造,提高设备保障能力。